日本の加熱食肉製品(包装前加熱殺菌)には、黄色ブドウ球菌≤10³/gという成分規格がある。スーパーに並ぶハムやソーセージの多くが、この基準をクリアして出荷されている。一方、EUの微生物基準(Regulation (EC) No 2073/2005)を開いてみると、加熱食肉製品に対する黄色ブドウ球菌の基準は存在しない。食品安全基準にも、工程衛生基準にも、である。
なぜ日本には基準があり、EUにはないのか。なぜ、食中毒菌である黄色ブドウ球菌が日本の規格では「10³/g以下」という“許容値”が設定されているか。そしてなぜ日本の規格基準は、5つの食肉製品区分のうち3つにだけ黄色ブドウ球菌を入れ、2つには入れていないのか。この「10³/g以下」という数字と「入っていない1つのカテゴリー」に注目すると、日本の規格基準の設計思想が浮かび上がる。そしてその先に、日本とEUの管理哲学の根本的な違いが見えてくる。黄色ブドウ球菌という菌が映し出しているのは、食品安全管理における最も厄介な変数 ——「ヒト」の問題だ。前記事に引き続き、本稿では、日本とEUの基準のズレを糸口に、これからのHACCPと微生物制御の本質的なあり方を考察する。
日本の規格基準に黄色ブドウ球菌が入っている「意味」を読み解く
日本の「食品、添加物等の規格基準」(厚生労働省告示第370号)は、食肉製品を製造工程の違いに基づいて分類している。黄色ブドウ球菌に注目して並べてみると、興味深いパターンが浮かび上がる。
| 区分 | 黄色ブドウ球菌 | 特徴 |
| 乾燥食肉製品 | 規定なし | Aw < 0.87で増殖・毒素産生不可 |
| 非加熱食肉製品 | ≤10³/g | 十分な加熱なし、製造中に人手が介在 |
| 特定加熱食肉製品 | ≤10³/g | 63℃30分未満の加熱、人手が介在 |
| 加熱食肉製品(包装前加熱殺菌) | ≤10³/g | 十分に加熱、だが加熱後に包装工程で人手が介在 |
| 加熱食肉製品(包装後加熱殺菌) | 規定なし | 密封してから加熱 = 加熱後に人手の介在なし |
この表から2つのことが見えてくる。
第1に、黄色ブドウ球菌の基準値が定量的である点である。黄色ブドウ球菌は、毒素を産生することで食中毒を引き起こす。食中毒菌としての基準であるならば、本来であれば、「陰性」であることが求められてもおかしくない。しかし日本の食肉製品規格では、そうはなっていない。非加熱食肉製品や一部の加熱食肉製品において、黄色ブドウ球菌:10³/g以下という基準が設定されている。
これは何を意味しているのか。
この数値は、「安全性そのもの」を直接見ているわけではなく、製造工程の状態を“間接的に見ている”と解釈するほうが自然である。
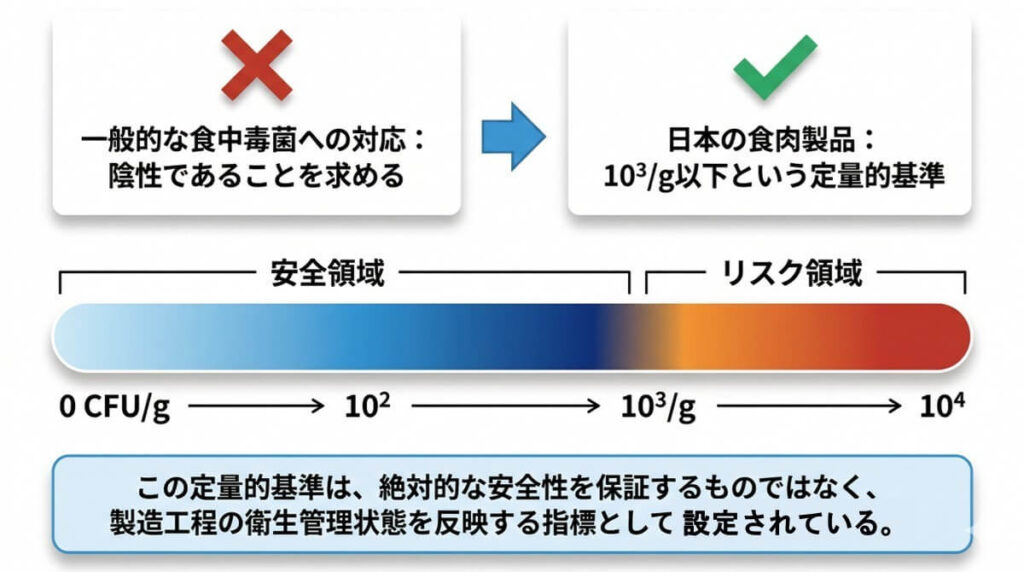
第2に、黄色ブドウ球菌の基準が設定されている製品カテゴリーの違いである。この並びが語っていることは明白だ。黄色ブドウ球菌の基準が入っている3つのカテゴリは、すべて「最終的な殺菌工程の後に、人の手が製品に触れる機会がある」製品群である。そして、黄色ブドウ球菌の増殖可能な4カテゴリーの中で、唯一基準のない「包装後加熱殺菌」は、密封してから加熱するため、加熱後に人の手が触れない。だから黄色ブドウ球菌の規定がない注)。
注)黄色ブドウ球菌が食肉製品の一部区分にのみ規定されている理由をそのまま明示した行政文書は確認できていない。しかし、規格の配置、黄色ブドウ球菌の生態、ならびに厚労省手引書における危害要因の説明を総合すれば、日本の当該規格は人由来の再汚染や工程衛生の状態を反映する規格として理解するのが合理的である。
なぜ「人の手」がここまで決定的なのか。それは黄色ブドウ球菌のリザーバー(供給源)がヒトそのものだからだ。皮膚、鼻腔、毛髪、傷口。健康な人でも約30%が鼻腔に保菌しているとされる。黄色ブドウ球菌は、動物や環境ではなく、人体から製品に移る菌だからである。つまり、日本の規格基準は、「人の手が触れる製品にだけ黄色ブドウ球菌の基準を置く」という設計になっている。そして包装後加熱殺菌に基準がないことが、この設計の合理性を裏づける「反証」として機能している。

EUには加熱食肉製品に黄色ブドウ球菌の基準がない
EU規則 (EC) No 2073/2005のAnnex Iを見ると、加熱済み食肉製品に対する黄色ブドウ球菌(コアグラーゼ陽性ブドウ球菌)の基準は存在しない。食品安全基準(Chapter 1)にも、工程衛生基準(Chapter 2)にも、である。
| 観点 | 日本(包装前加熱殺菌) | EU(加熱済み非家禽食肉製品) |
| 黄色ブドウ球菌 | ≤10³/g(成分規格) | 規定なし |
ではEUはこのリスクを見ていないのか。もちろん、そうではない。EUの考え方は明確だ。加熱CCPで黄色ブドウ球菌は確実に死滅する。加熱後の人由来汚染は、規格で見るものではなく、PRP(Prerequisite Programs:前提条件プログラム/一般衛生管理プログラム) で管理するものである。
具体的には:
- 手指衛生
- 作業動線
- ゾーニング
- 教育・訓練
こうした前提条件プログラム(PRP)によって、そもそも製品に乗らない状態を設計する
という発想である。
EUの思想は極めてドライだ。「加熱で死滅し、適切な冷蔵管理が維持されているかぎり通常は増殖して毒素を作ることも想定しにくい菌を、なぜ製品検査で追う必要があるのか」という理屈である。彼らにとって、黄色ブドウ球菌は「特定の条件下(長時間の発酵など)でのみハザード化する菌」であり(後述)、食肉製品のようなプロセスでは、HACCPと一般衛生管理(GHP)が動いていれば十分であり、あえて法的基準(FSC)としてリストアップする必要はないと判断されている。
EUがエンテロトキシンを直接規定しているのはチーズだけ
ただしEUも、一か所だけ黄色ブドウ球菌関連の食品安全基準を持っている。それがチーズに対するエンテロトキシンの直接規定だ(Annex I 1.21)。ここでは、コアグラーゼ陽性ブドウ球菌が一定レベル(例:10⁵ CFU/g)を超えたロットについてスタフィロコッカルエンテロトキシンを検査し、毒素が検出された場合はそのロットを不適とみなす形になっている。
なぜチーズだけか。答えはシンプルだ。チーズの製造工程には長時間の熟成・発酵工程が存在し、その間に黄色ブドウ球菌が増殖して毒素を産生するリスクがある。特に生乳(無殺菌乳)を使用するチーズではこのリスクが高い。そして最終的な加熱工程がないため、産生された毒素がそのまま製品に残る。だからEUは、チーズに対しては菌ではなく毒素そのものを食品安全基準として直接規定した。食肉製品に菌の基準を持たず、チーズに毒素の基準を持つ。このEUの設計は、菌の特性とリスクの所在を正確に見極めた上での選択であることがわかる。
日本とEUの違いを改めて整理すると、こうなる。
| 観点 | 日本 | EU |
| 食肉製品への黄色ブドウ球菌基準 | あり(3品目・10³/g以下) | なし |
| チーズへのエンテロトキシン基準 | なし | あり |
| 管理の重心 | 最終製品で菌を確認 | 工程でGHP・PRPを徹底 |
「ヒト」という最も不安定な変数をどこで捕まえるか
ここで、前記事のサルモネラの話と並べてみると面白い。
EUでは、
- サルモネラ → CCPで叩き切る対象(工程)
- 黄色ブドウ球菌 → 人・環境の乱れを管理(PRP)
と整理している。
Codex/EU も日本も、HACCP の文脈では黄色ブドウ球菌(とその毒素)を明確に『危害要因(HA の対象)』とみなしている。違いが出るのは、『その危害をどこで、どのような形で管理するか』という設計の部分である。
EUは、肉製品については黄色ブドウ球菌を規格に載せる代わりに、「プロセス側」を作り込む方向に舵を切っている。同じハザードを見ていても、日本は「出口で菌数として確認したい国」、EUは「プロセスで増やさないよう設計し、必要なところだけ毒素を確認したい国」と表現すると、違いがかなりクリアになる。
ここで留意すべきは、そもそもヒトの手指を介した汚染は不均一に分布するため、最終製品の抜き取り検査でその存否を確実に判定することには限界があるという点である。EUが加熱食肉製品に黄色ブドウ球菌基準を設けないのは、この統計的限界を熟知し、「検査で探す」幻想を捨てて「工程で作らない(PRP徹底)」ことに特化した科学的判断である。つまり、日本に最終製品検査中心の発想がなお色濃く残り、HACCP本来のプロセス管理への転換がなお途上にあることを示している。
日本で製造販売する以上、国内の規格基準を遵守することは当然の前提である。ただし、もし手指由来の汚染が10^3/gを超えるレベルで最終製品から検出されたなら、それは「たまたま手が触れた」程度ではなく、継続的な保菌者の介在や、工程・PRPが大きく崩れていたことを疑うべきシグナルである。つまりこの規格は、局所的な偶発汚染を精密に拾う道具というより、工程衛生の破綻がロット全体に波及した最悪ケースを示す非常ベルとして理解すべきである。
つまり、黄色ブドウ球菌≤10³/gという検査結果が「合格」だったことに安住するのは、HACCPと微生物制御の本質を見失っていることに留意すべきだ。