食品の高圧処理(HPP)は、高静水圧処理(HHP)または超高圧処理(UHP)とも呼ばれ、食中毒細菌や腐敗細菌を不活性化する食品保存の非加熱技術である。高圧加工食品では、味、食感、外観、栄養価へのマイナスの影響は、加熱食品に比べると少ない。したがって、食品の高圧処理は、加熱殺菌に代わる加工技術として注目されている。本記事では、微生物の殺菌の観点から、高圧処理の基本事項について整理する。
食品の殺菌は熱処理で行うのが一般的である。パスツール殺菌がその基本となる。ただし、熱処理によって食品の風味や食感が低下することは避けられない。このような加熱処理の欠点を補うための技術の一つとして期待されているのが高圧処理である。
技術の概要
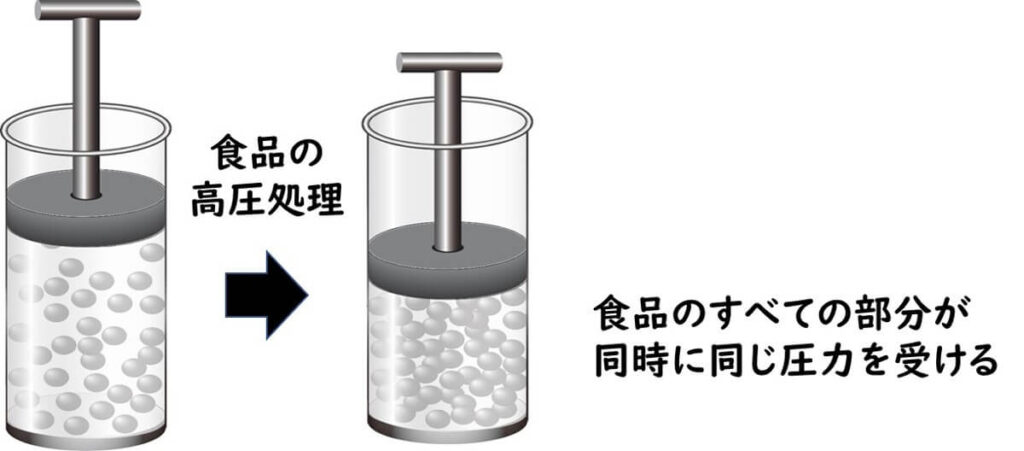
高圧処理は、食品に等方圧をかける非加熱処理である。固形および液体食品のどちらにもに適用することができる。圧力は、食品のすべての部分が同時に同じ圧力を受けるように、等方的に迅速かつ均一に伝達される。
高圧処理は通常、冷蔵または穏やかな加工温度(45℃未満)で約400~600MPaの圧力にかけることによって行う。一般的な保持時間は1.5~6分である。
高圧処理装置の概要
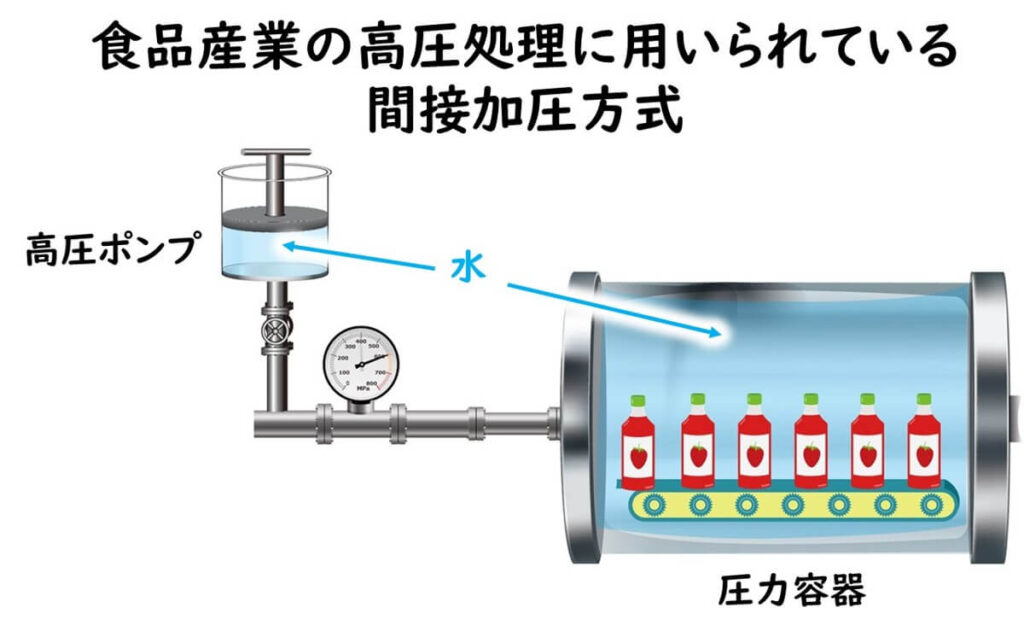
高圧加工装置としては,高圧容器にピストンを圧入して容積を減少させて加圧する直接加圧法によるものと、高圧容器に高圧力の圧力媒体を圧入して加圧する間接加圧法によるものとがある。食品加工用として実用化されている装置は、間接加圧法によるものである。
食品産業における高圧処理の商業的用途では、最大600MPaの圧力が使用される(実験室用装置では最大1,400MPaの圧力が得られるものもある)。
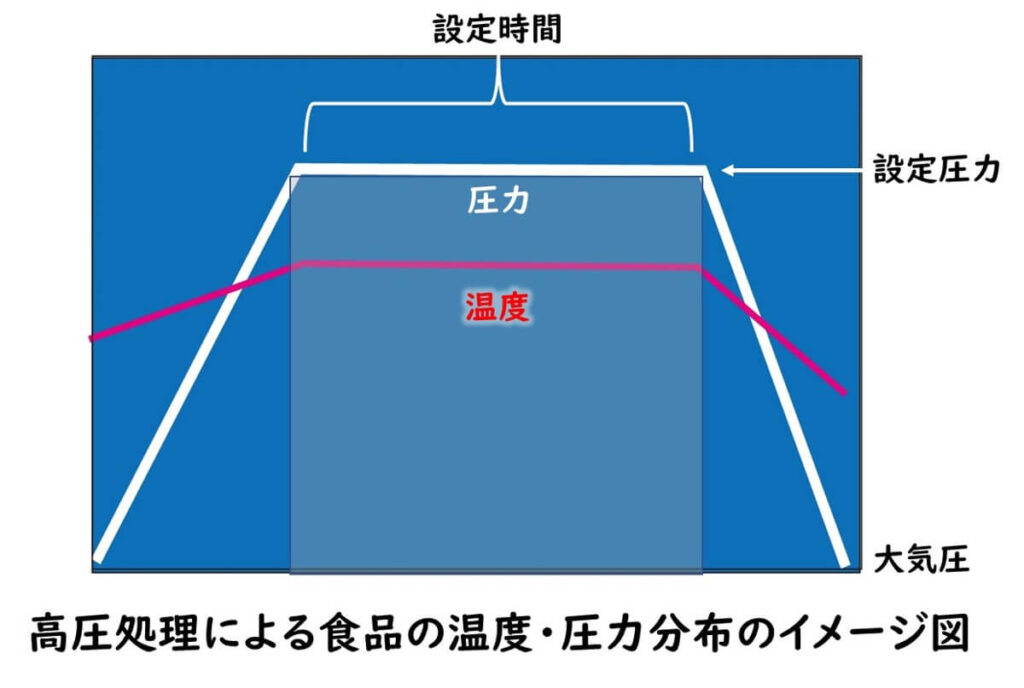
高圧処理装置の圧力は圧縮性の低い媒体(現在のほとんどの商用高圧処理システムの圧力伝達流体は水)によって伝達される。循環水は、10〜15℃まで冷却することができる機能を持っているものが多い。プロセスは3つの段階とそれに伴う時間から構成されている。
- ポンプや増圧器を使って液体媒体を圧力室に送り込む圧縮段階
- 製品を目標圧力に維持する保持時間
- 圧力が急速に低下する圧力解放段階
圧縮時には圧力が上昇し、断熱加熱により食品、圧力媒体、容器内の温度が上昇する。温度が一定の場合、圧力を増加させると、ある物質の分子の秩序化の程度が増加する。したがって、加える圧力が増加する限り、温度は上昇する(100 MPaごとに2-3 °Cの間)。ジュースや飲料のような均質な食品の場合、温度変化は、初期温度25℃から100MPa上昇するごとに3℃程度である場合が多い。逆に、減圧時には、保持時間中に食品から熱が放散された場合、食品の温度は圧縮前の温度より低くなることがある。
通常、製品は高圧処理の前に包装される。一般に、高圧処理される食品包装は脱気するために、真空包装される。

殺菌メカニズム
高圧処理は、疎水性結合とイオン結合の破壊を引き起こす。したがって、高圧処理は、細菌細胞の酵素とタンパク質の立体構造の部分的または完全な変性をを引き起こす。なお、高圧処理は、ペプチド結合のような共有結合の切断を伴わない。
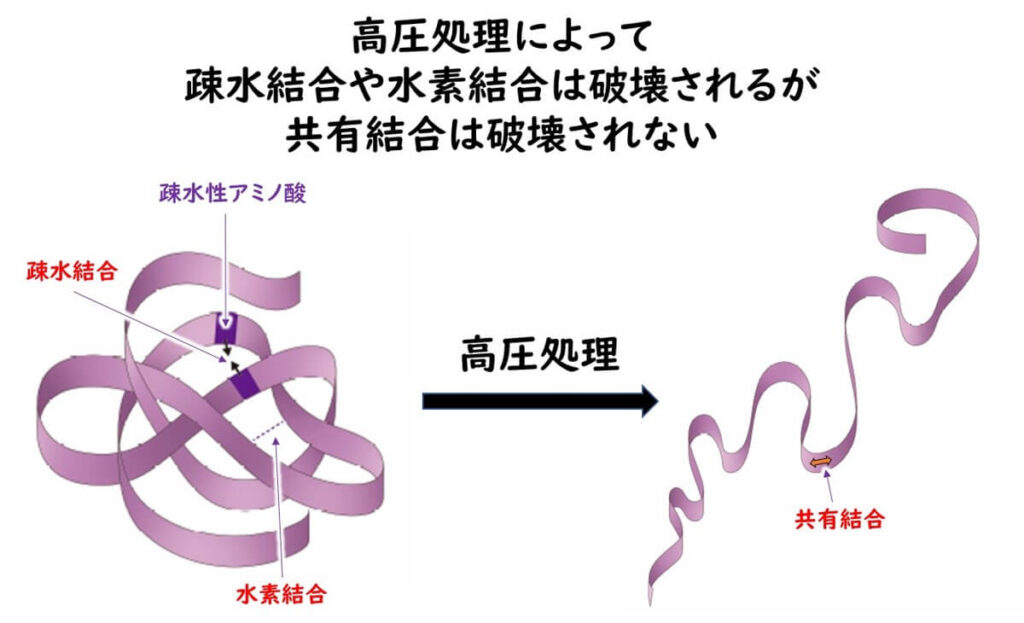
高圧処理による微生物の不活性化のメカニズムは、細胞壁、細胞膜、核酸、リボソームおよび種々のタンパク質など、細胞の多くのターゲットに及ぶ。したがって特定の一つのメカニズムによって細菌が不活化するということではない。しかし、タンパク質変性は、高圧処理によって細菌細胞が不活性化される主要なメカニズムであると考えられる。

また、圧力だけでなく、他の物理的効果(キャビテーション、せん断応力、乱流、衝突、摩擦による温度上昇など)の複合作用により、微生物の栄養細胞を不活性化すると考えられている。
高圧処理の効果に及ぼす諸因子
圧力の大きさ
高圧処理に関してこれまで行われたほとんどの研究では、食中毒菌の不活性化の増加は、圧力レベルと暴露時間に正比例することが示されている。
たとえば、Lavinas ら は、リンゴジュース中約 106 CFU/mL の大腸菌を、250、300、350、400MPaで高圧処理すると,大腸菌のD値は、それぞれ16.4、 11.3、 2.4、および1.2分であると報告している。
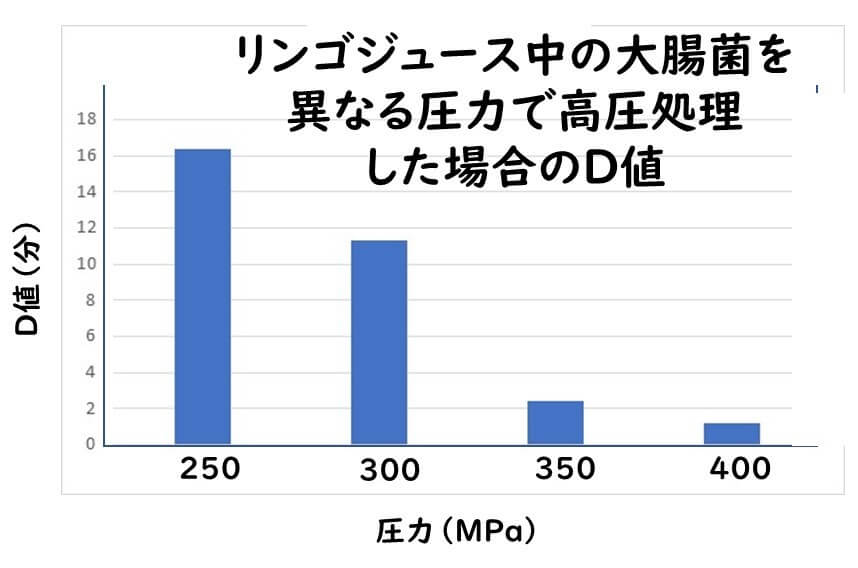
Lavinas ら の論文のデータをもとに作図
処理時間
また、高圧処理の時間が長くなると、同じ圧力処理でも微生物の減少量が増加する。たとえば、Lavinas ら は、400 MPa で 0.5 分、1.0 分、1.5 分の 高圧処理を行ったリンゴジュースの大腸菌数の対数減少は、それぞれ 2.19, 2.95, 4.2 であると報告している。
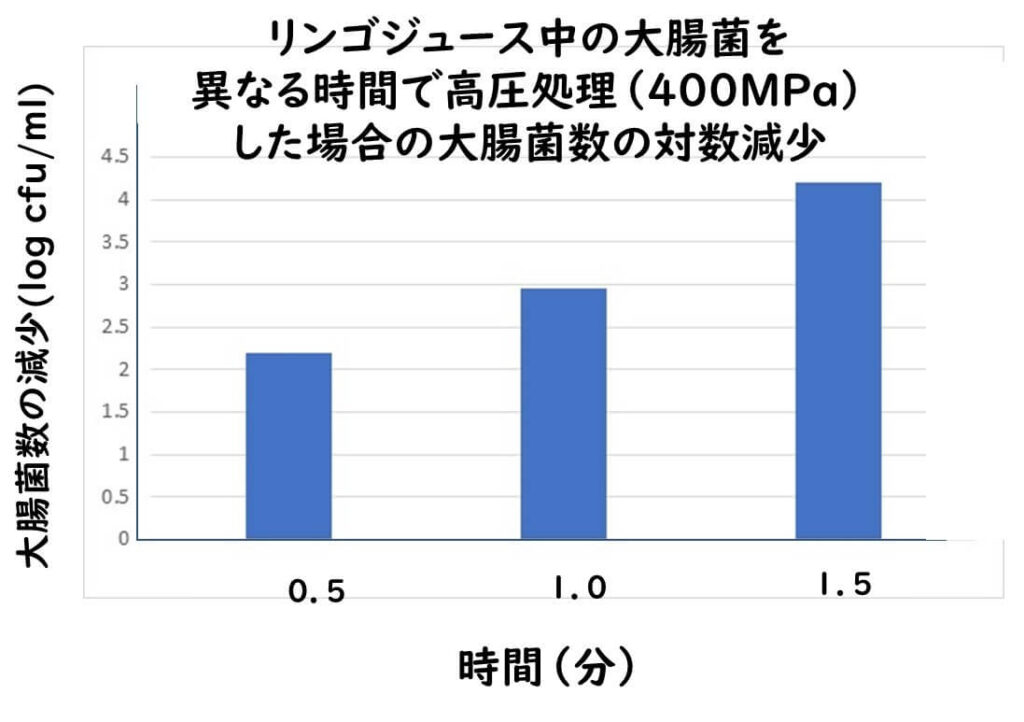
Lavinas ら の論文のデータをもとに作図
高圧処理する際の温度や減圧速度
高圧処理する際の温度や減圧速度についてはいろいろな研究が提出されている。それぞれ正反対の結果を提示している論文も多く、結論的に温度や減圧速度と高圧処理での殺菌効率の関係については、現時点では結論を出すことは難しい。これらの問題については、下記の総説に詳しく論じられている。
Factors Affecting Microbial Inactivation during High Pressure Processing in Juices and Beverages:
A ReviewJ Food Prot (2020) 83 (9): 1561–1575.
Open access
対象食品の水分活性
加圧による細菌や酵母の不活性化には、水分活性(aw)が重要な因子と考えられている。
一般的に、水分活性が低下すると、微生物の増殖が抑制される一方で、熱などの他の環境ストレスから微生物を保護することができる。高圧処理においても水分活性が低下すると、殺菌効力が低下することが知られている。その保護効果のメカニズムは不明であるが、低水分活性下ではタンパク質が安定化するからだと推測されている。
下図は、25℃での大腸菌の高圧処理と水分活性の関係を示している。例えば、450MPaでは水分が0.850のとき菌数減少は約3.5 logであるが、、水分活性が0.992のとき5 log以上の菌数減少となっている。
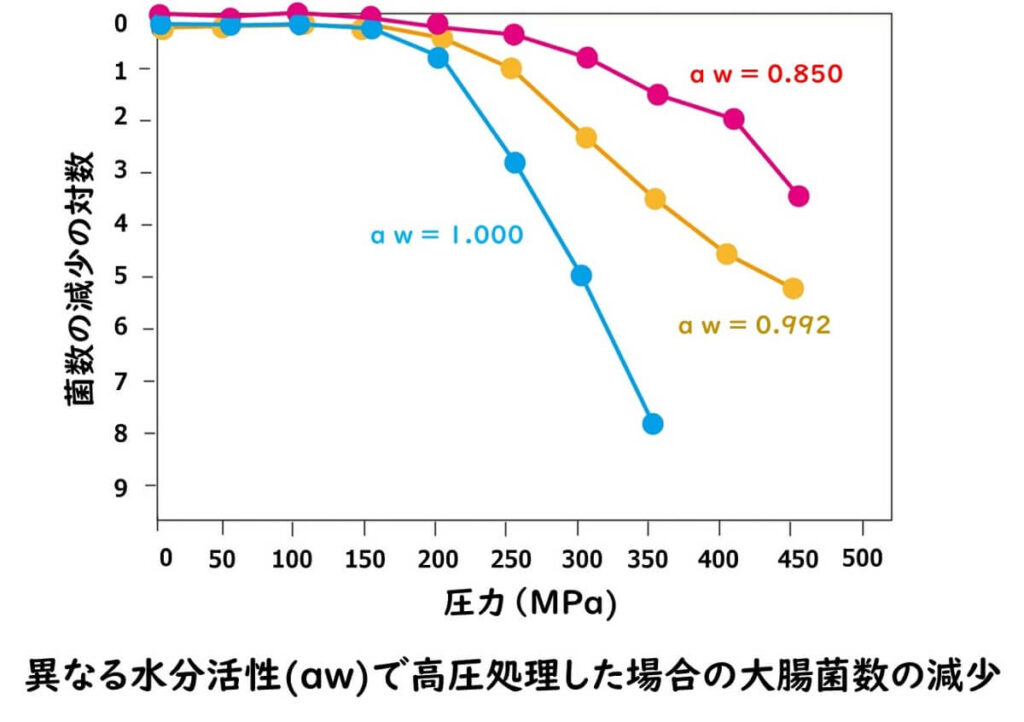
上図は下記論文(氷点下の温度と高圧が大腸菌の不活化に及ぼす複合効果を調べた論文)のデータから水分活性と高圧処理の関係に関するデータを抽出し、作図した。
Synergistic and Antagonistic Effects of Combined Subzero Temperature and High Pressure on Inactivation of Escherichia coli
Appl.Enbiron.Microbiol.72.150-156(2006)
この論文はPubMed Central(PMC)で無料公開されています。
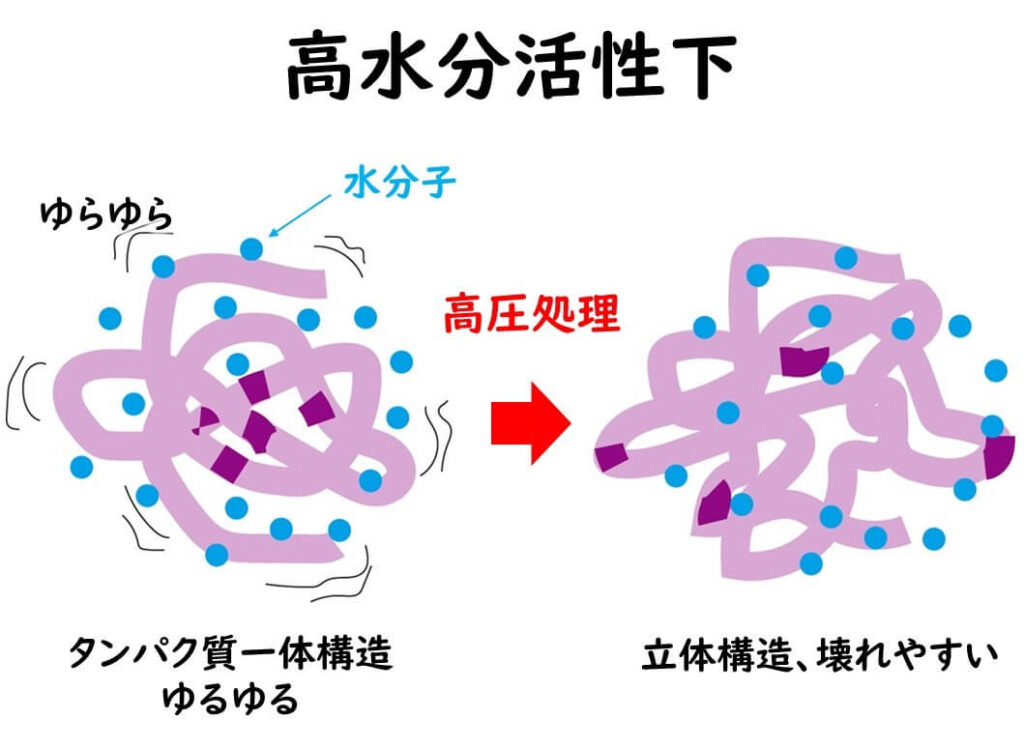
ではなぜ低水分活性化では高圧処理の効果が弱くなるのか?
これについては現時点では明確に解明されているわけではない。一つの考え方として次のような仮説をここでは紹介しておく。
- タンパク質の周りに水分子が結合することによってタンパク質の柔軟性を保持している。タンパク質を高圧処理すると、酵素の疎水性部位が露出し、活性部位が変化する。
- 一方、低水分活性下では、これらの水和水が減り、タンパク質の構造上の柔軟性が失われる。タンパク質の柔軟性が失われているので、酵素の疎水性部位は構造的に硬く、埋もれてしまい、高圧処理によって疎水性部位が露出しにくい。したがって高圧処理は酵素の不活性化を引き起こしにくい。
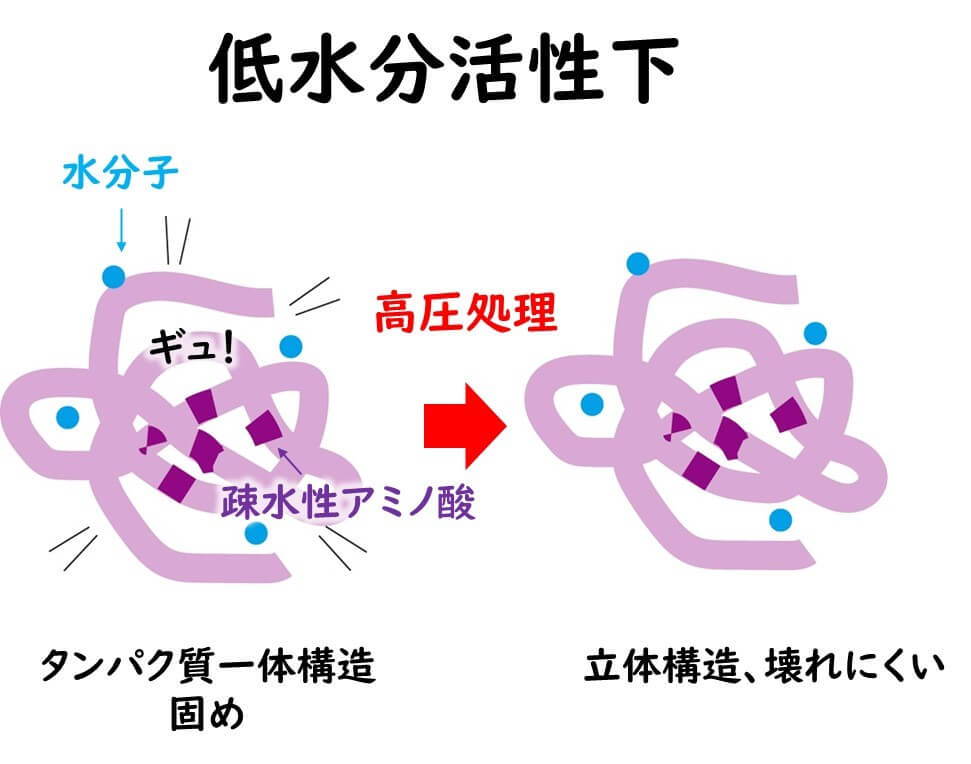
いずれにせよ、乾燥食品、または低水分活性食品への高圧処理の適用は、微生物や酵素の圧力に対する感受性が低いため、実用的でない可能性がある。
対象食品のpH
pHは高圧処理による微生物の不活化に大きな影響を与える。細菌の栄養細胞、芽胞、酵母、カビのすべてにおいて、phが低ければ低いほど高圧処理に対して感受性が高くなることが多数の報告によって確認されている。
例えば、下記の研究例では、オレンジジュース中の耐圧性大腸菌O157:H7の生存に対する高圧の影響を、pH3.4から5.0の範囲で検討している。
市販の無菌オレンジジュースのpHを3.4、3.6、3.9、4.5、または5.0に調整し、108cfu/mlの大腸菌O157:H7を植菌し、オレンジジュースを20°Cで400MPaの圧力処理をおこなっている。下図からわかるように、pHが低い程、高圧処理による殺菌効果は上昇している。
pHが低い程高圧処理による殺菌効果は上昇する理由については、加圧処理を生き延びた細胞が低pHの条件下で細胞が即座に損傷を修復できないためと考えられる。
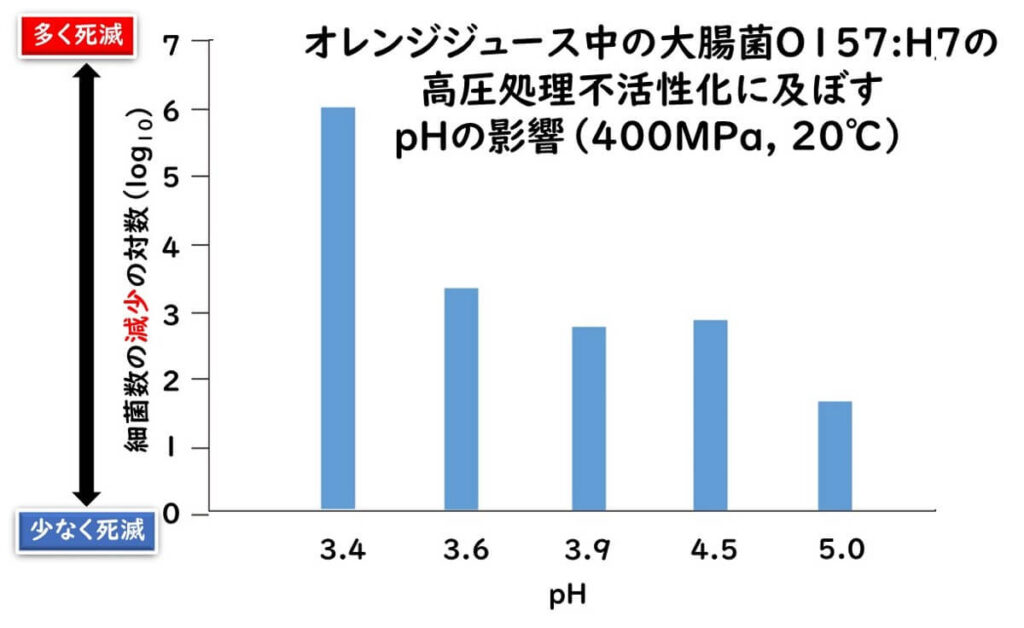
上図は下記論文のデータからデータを抽出し、作図した。
Inactivation of Escherichia coli O157:H7 in orange juice using a combination of high pressure and mild heat.
J Food Prot, 62(3):277-9(1999)
Open access
微生物殺菌に関する応用例
高圧処理技術はこれまでに、主にプレパックジュース、ソース、ディップ、炒め物、肉製品、調理済み食品(RTE)などに適用されている。また、 Euでは、牛乳のパスツール殺菌の代替手段として、牛乳の高圧処理の使用に対する関心も高まっている。
過去30年間において高圧処理を食品に適用した論文は。たくさん報告されている。ここでは3例に絞って紹介することにする。
応用例1:オレンジジュースの殺菌
果汁は微生物による腐敗や酵素活性の影響を受けやすく、保存期間が限られている。微生物や酵素を不活性化するために、高静水圧(HHP)処理を行うことができる。
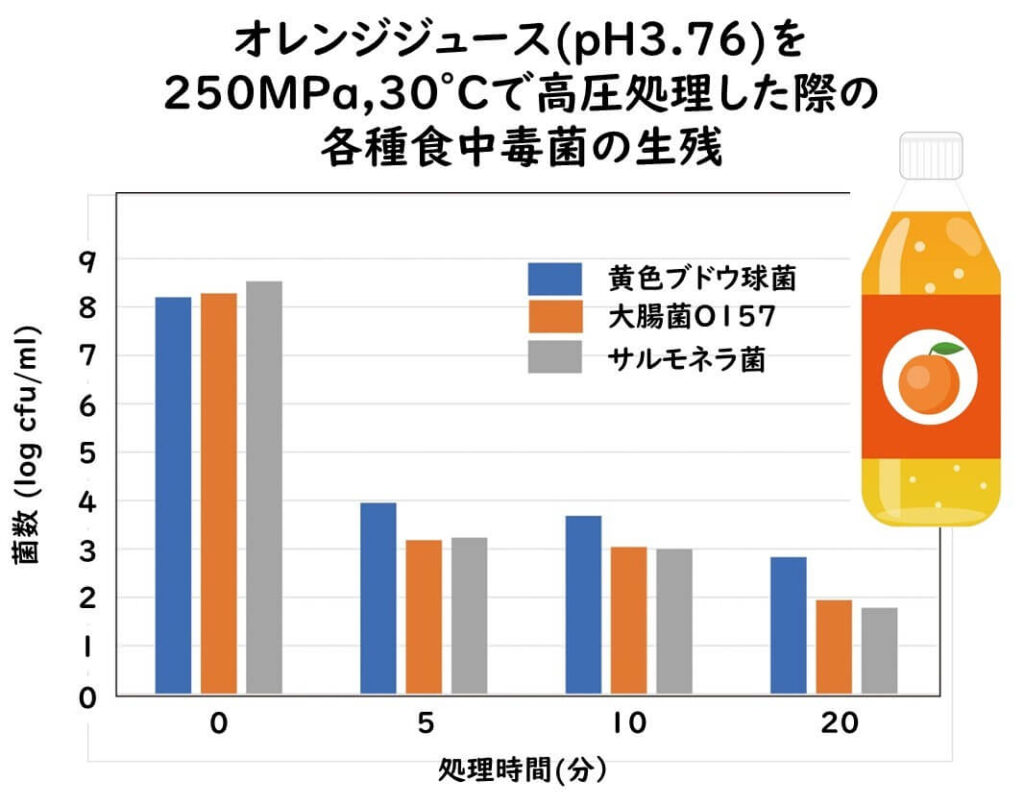
下記に紹介する研究では、リンゴ、オレンジ、アプリコット、サワーチェリージュース中の黄色ブドウ球菌、大腸菌O156、サルモネラ菌に対する穏やかな加熱処理を伴う高静水圧の効果を調査した。
加圧試験では、新鮮なまたは滅菌した果汁サンプルを入れたバイアルを、酵素または微生物の不活性化度に応じて、25~50℃で0~60分間、250~450MPaの圧力に曝した。その結果を要約すると次のとおりである。
- 250MPa,30°での高圧処理において処理時間20分かけることに、黄色ブドウ球菌、大腸菌O157、サルモネラ菌ともに 5log殺菌可能であった。
- 350MPa、40℃の条件下で5分間処理することにより、接種した微生物は完全に不活性化された。
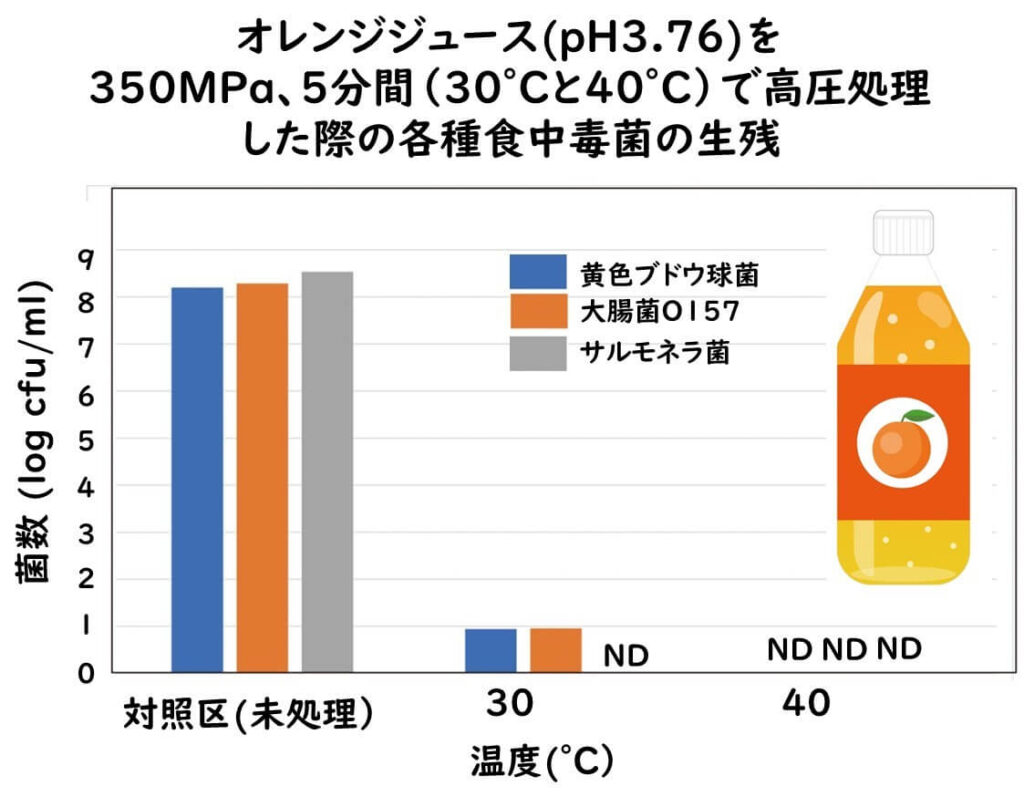
上の2つの図は、いずれも下記の論文のデータから作図をした
Efficiency of high pressure treatment on inactivation of pathogenic microorganisms and enzymes in apple, orange, apricot and sour cherry juices
Food Control 17(1):52-58(2006)
応用例2: 鶏肉の殺菌
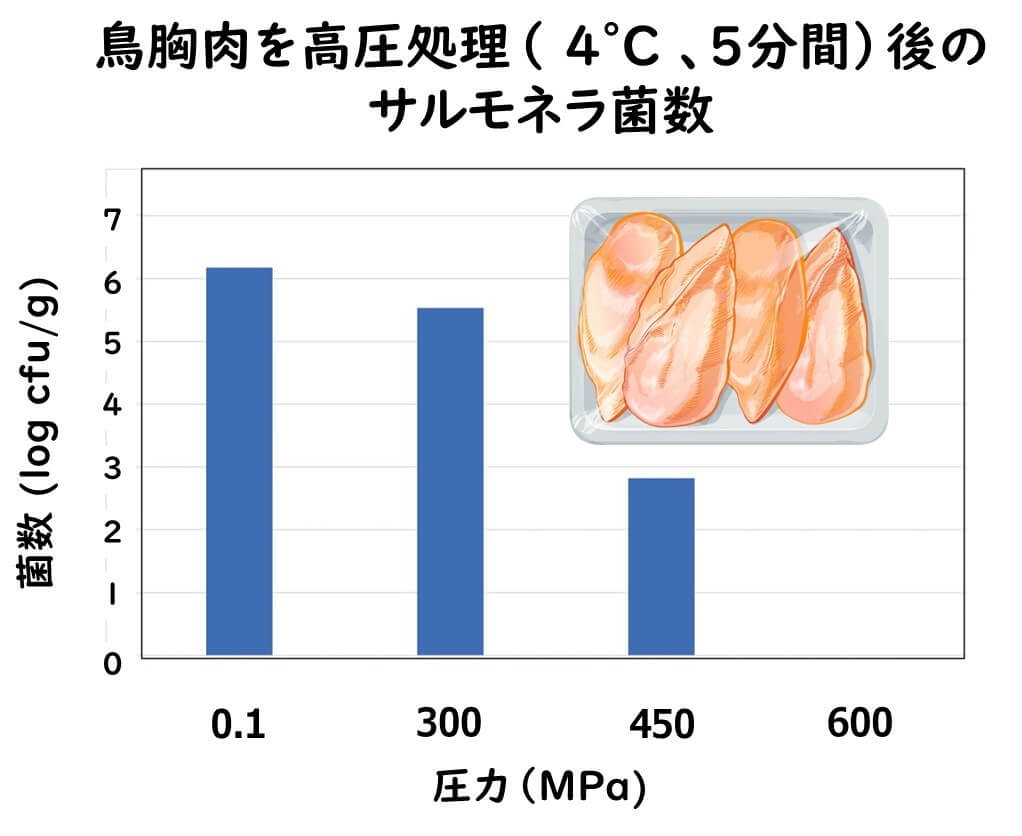
高静水圧(300、450、600MPa)を用いて、鶏むね肉の微生物群、肉質、官能特性への影響を調査した。結果を要約すると次のとおりになる。
- 450MPaおよび600MPaの加圧により、鶏肉において危害が心配されるサルモネラ菌、大腸菌O157およびリステリア菌はほぼ完全に除去され、鶏胸肉フィレの安全性は改善された。
- 600MPa処理では7~14日間、6~8log(CFU/g)、450MPa処理では3~14日間、微生物により4~8log(CFU/g)の菌数減少が確認された。
- 300MPaの圧力は風味、香りの強さ、ジューシーさを低下させ、450MPaでは最も香りが弱くなった。圧力を上げると、L、a、b*の値が上昇し、調理損失と色が増加した。
- 圧力の上昇は、硬さ、凝集性、歯ごたえおよび噛み応えを増加させ、VBNを減少させることにより肉の鮮度を向上させた。
- 450MPa以上の圧力は、脂質の酸化を誘発した。

以上の結果は、高圧処理が鶏胸肉フィレ肉の細菌性腐敗の低減と保存期間の延長に有効な技術であることを示しているが、いくつかの品質および官能特性にマイナスの影響を与える可能性があることを示している。したがって、微生物の殺菌条件とこれらの品質が失われない。条件設定。について詳細な研究があると今期結論している。
The effect of high pressure on microbial population, meat quality and sensory characteristics of chicken breast fillet
Food Control, 22, 6-12(2011)
応用例3:高圧ホモジナイザーによる液卵のサルモネラ菌殺菌
近年、液卵はその簡便な形態と使い勝手の良さから、業務用・家庭用を問わず急速に需要が高まっている。サルモネラ菌の存在しない安全な液卵製品を得るためには、低温殺菌が必要となる。しかし、熱処理は、卵白の凝固能力、ホイップ時の泡立ち、エマルションの生成、結合接着力の増加、卵白の消化性低下など、多機能な特性を損なう欠点も伴う。

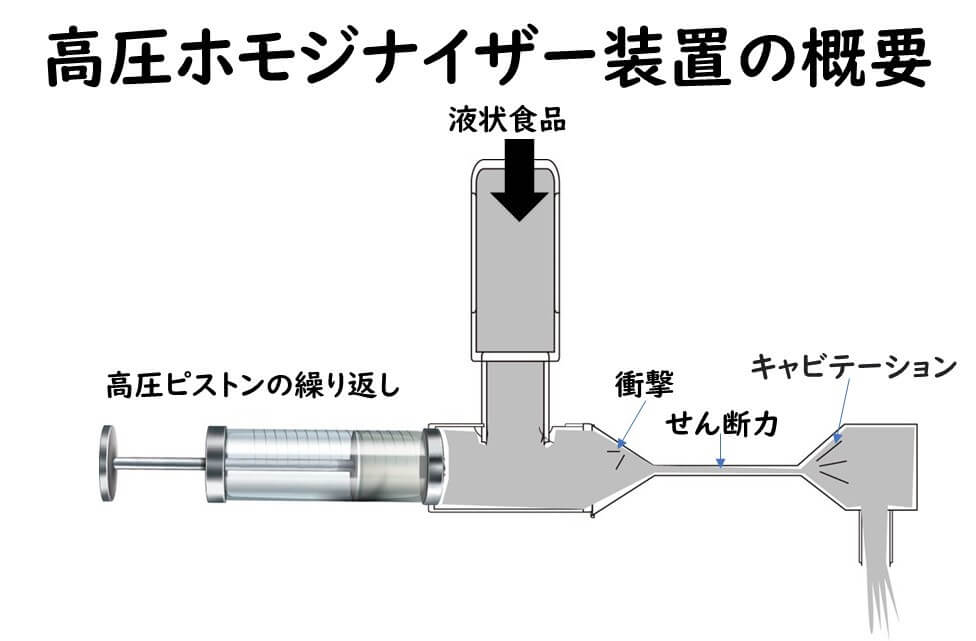
そこで、下記に示す研究では、液卵を高圧ホモジナイザー注)に150MPaで複数回通過させることにより、サルモネラ菌の除菌効果を検討した。
注)高圧ホモジナイザー(HPH)は、特に流動食の連続生産に適した有望な技術。流体はホモジナイザーバルブの狭い隙間から押し出され、そこで急速な加速にさらされる。その結果、キャビテーション、せん断、乱流などの現象が同時に引き起こされる。
結果の概要は以下のとおりである。
- Salmonella Enterica 9898 DSMZを約6 log CFU mL-1接種した卵白を処理し、高圧ホモジナイズによる微生物不活性化効果を評価した。
- 150MPaで4回の処理で、3.5 log-cycle以上の不活化が達成された。
- パス回数を8回まで増やすと、約4.7~5ログサイクルの減少が認められた。
Effect of high pressure homogenisation on microbial inactivation, protein structure and functionality of egg white.
Food Research International, 62, 718-725(2014)
高圧処理が適さない食品
高圧処理はその原理からほぼすべての食品を対象に処理することが可能である。ただし、次のような食品には高圧処理は向かない。
- 気泡を内包した有気泡食品(パン、ケーキ、ホールまたはフレッシュカットの果物や野菜など)は、その多孔質構造が悪影響を受けたり散逸したりする可能性がある。

- 粉末製品やドライフルーツなどの低水分食品は、水分含量が40%以下の食品では微生物の不活性化が低い。

高圧処理が適さない微生物
高圧処理では芽胞を不活性化できない(ただし、加熱処理と組み合わせる場合には不活性化ができる場合もある)
微生物殺菌以外の目的で用いる応用例
食品中の微生物の殺菌目的以外にも、高圧処理は、冷凍、酵素制御、デンプンの低温ゼラチン化、タンパク質の展開、貝殻の殻剥き、物質移動現象の促進など、多くの食品技術プロセスや新製品の開発にも適用されている。本ブログは食品微生物をテーマとするブログであるので、これらについてはここでは割愛した。
詳細は、下記のホームページなどをご覧いただくとよい。
日本が先導した世界の食品の高圧処理研究
本記事で紹介してきたように、過去30年間に食品の高圧処理に関しては、研究面でもまた実業界の応用面においても世界的にたくさんの知見が蓄積している。食品への高圧処理の先駆的な研究は、 Bridgman 博士(1946 年ノーベル物理学賞受賞)の「殻付きの卵に 500~600 MPaの静水圧を加えると卵黄・卵白ともに凝固する」に遡る。
しかし、これらの食品の高圧処理の実用化へ向けての口火を切ったのは日本である。日本における食品の高圧処理の研究が活発になったきっかけは、1987年に、当時、京都大学食料科学研究所の助教授であった林力丸博士により高圧処理技術の食品加工への応用が提言されたことが発端である。この提言以来、日本における食品の高圧研究が始動した。食品の高圧処理で商品化された最初の食品は、1990年に日本で登場した。ジュース、ゼリー、ジャムなどの果物である。その後、加圧製品(肉類、魚類、ライスプディング、牛のハム、日本酒など)、さまざまの食品に高圧処理の応用が広がっていた。その後、日本の枠を超え、海外でもこの新しい加工技術が取り入れられるようになった。
なお、日本における高圧加工食品研究の変遷については、食品の高圧処理分野で活発な研究を展開されてきた国立研究開発法人農業・食品産業技術総合研究機構 食品工学研究領域 食品高圧技術ユニット 山本 和貴博士の書かれた解説に詳しいので御覧いただくとよい。
また、2022年3月8日に欧州食品安全機関(EFSA)は高圧加工食品の安全性と効果に関する評価書を発行した。この評価書の発行より、世界における食品の高圧処理の実用的な普及は加速して行くと予想される。
※欧州食品安全機関(EFSA)は高圧加工食品の安全性日韓する評価書の概略については下記の記事にまとめましたのでご覧ください。
欧州食品安全機関(EFSA)は食品の高圧処理(HPP)の効果について評価書を発行しました

