食品製造工場での出荷時の食品の微生物検査の目的は何でしょうか?どこまで信頼できるのでしょうか?食品ごとに設定された微生物規格基準をクリアしていることの確認は勿論、必要です。しかし、自主検査において、食品の中にも出荷時の製品の微生物検査がある程度有効なものと、ほとんど有効性が期待できないものがあります。では、どのような食品で有効で、どのような食品ではあまり有効ではないのでしょうか?本記事では、これを科学的に検証した論文を紹介します。著者は、国際食品微生物規格委員会(ICMSF )の議長(2022年5月現在)、ツヴィエタリング(Zwietering)博士です。
※国際食品微生物規格委員会:1962年に設立された食品の微生物基準に関する科学的情報収集と情報提供を目的とする学術団体。食品微生物検査におけるサンプリングの整合性の確立などに関して、コーデックス委員会やFAO/WHOWHOにアドバイスを行っている。
Zwietering et al.:
Relevance of microbial finished product testing in food safety management
Food Control, 60, 31-43(2016)
Open access
このレビューでは、缶詰(危害としてボツリヌス菌を考慮)、チョコレート(危害としてサルモネラ菌を考慮)、加熱スライスハム(危害としてリステリア菌を考慮)の3種類の食品の製造工程をケーススタディについて、出荷時の食品と工場の生産環境の両方に関する微生物試験の妥当性を科学的に検証しています。これらの3種類の食品は、殺菌工程、その後の二次汚染の可能性、食品中での増殖の可能性の面で異なる特徴を持ちます。

以下に博士の論文の要約を記します。
缶詰製品
製造工程と製品の特徴
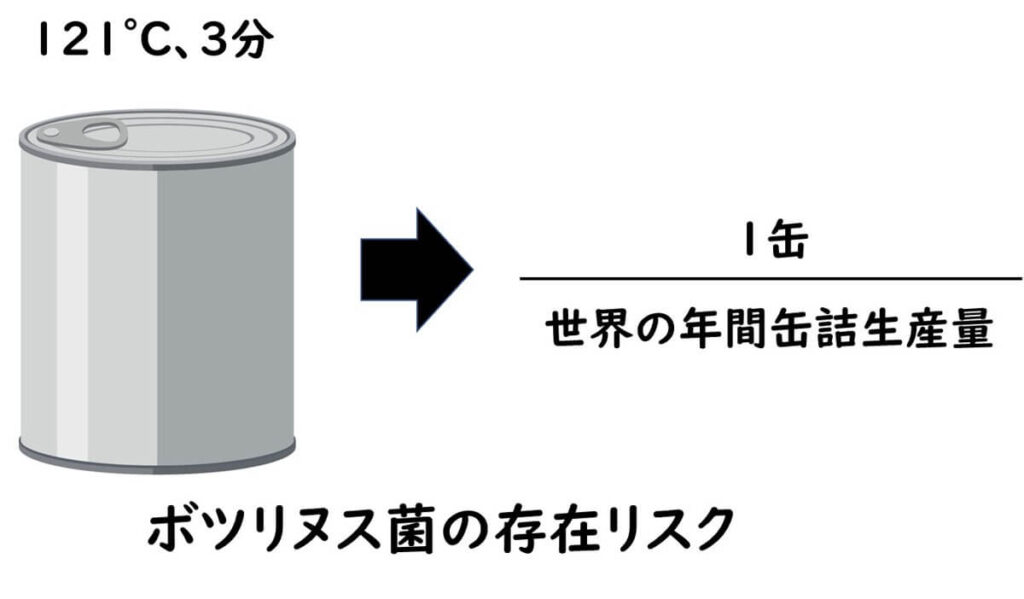
密閉された缶詰で殺菌される食品では、ボツリヌス菌 芽胞の殺菌を目的として、一般に F121°C 値 3 分が使用されます。ボツリヌスⅠ型菌の D121℃の値が0.21分の場合、これは14.3 logの減少を意味します。仮に、缶の中にこの細菌の芽胞が100個存在するとするとすると、1012個に1個しか生き残りがいないことになります 。これは、世界の年間缶詰生産量と同じ量です。
もちろん、異なる初期レベルを仮定すれば、異なる欠陥率が得られるますが、いずれにしても、12D以上の処理では、実質的にボツリヌス菌の胞子は存在しないことを意味しています。
缶が完全に密閉されていれば、再汚染は起こらず、微生物数は生存している微生物のレベルによって完全に決定されます。もちろん、密封が完璧でない場合、一般にボツリヌス菌以外の微生物による汚染が起きる可能性はあります。ただし、缶詰の流通環境は空気のある環境なので、この場合、腐敗細菌の混入の可能性はありますが、ボツリヌス菌が再汚染する可能性はほとんど考えられません。

出荷時の食品の微生物の検査は有効か?
缶詰の場合、10万缶に1缶の混入も許されないので、完成品検査は全く現実的ではありません。なぜなら、10万個の缶のうち1個でも生存しているものがあれば、それは容認できないからです。このようなケースの場合、生存している芽胞を含む缶がないことを95%保証するには、95%の缶を開封してサンプリングする必要があります(まったく現実的ではない想定ですが)。そして検査をした 95%の缶が、仮にすべてが陰性であったとしても、95%の缶に菌がいないことがわかるだけです。 残りの5%の缶にボツリヌス菌がいない保証はありません。検査しなかった5%の缶の中のたとえ数本の缶にボツリヌス菌胞子が生存していたとしても、大惨事を引き起こします。
すなわち、
- 完成品の微生物検査は全く役に立たない。
- HACCPのCCP管理が、唯一の有用な食品安全管理の選択肢である。
と結論されます。

チョコレート製品
製造工程と製品の特徴
チョコレートは微生物学的に比較的安全な食品と考えられています。しかし、これらの製品はすぐに食べることができ、子供など弱い立場の人々に好まれることが多いため、低レベルのサルモネラ菌が感染のリスクとなる可能性があります。実際に2020年4月にはベルギーのチョコレートで世界的な規模のサルモネラ菌によるアウトブレイクが発生しています。
チョコレートを原因とするサルモネラ菌食中毒がヨーロッパで発生
- サルモネラ菌は生豆や発酵カカオ豆に存在する可能性があり、原産国では必ずしも最も衛生的な条件下で加工・保管されているとは限りません。 しかし、カカオの加工工程(焙煎や蒸し焼きなど)には、生カカオ豆から発生するサルモネラを確実に除去する可能性が高いです。したがって、液体チョコレートへの加工が十分に管理されている場合、液体チョコレート中のサルモネラ属菌の生残はする可能性は低いと考えられます。

- チョコレートから派生したチョコレート製品に続くでは工程は、工程中の環境からの二次汚染や、粉乳、ナッツ、ドライフルーツなどの添加物によって混入した病原体は、最終製品に含まれることが予想されます。

- チョコレートは水分活性が低いため、保存期間中に微生物が増殖することはありません。ただし、脂肪分が多く、水分活性が低いために、サルモネラ菌が熱耐性を示す可能性があり、また、チョコレート中で長時間生存できる可能性があります。さらに、脂肪は胃の通過時に微生物の殺菌保護作用を持つの可能性があります。チョコレートおよびその派生製品に関連したアウトブレイクでは、4.3 cfu/100 g または 1 cfu/25 g のような低レベルのサルモネラ菌が検出されることがあります。
出荷時の食品の微生物の検査は有効か?
- 危害と想定できるサルモネラ菌のチョコレートの分布割合が極めて低いと想定できるので、完成品検査のみで検出することは実際には不可能です。完成品検査のみに頼った製品出荷は誤った安全感を誘発してしまいます。
- 2次汚染を避ける管理が重要です。そのためには、環境(建物やインフラなど)およびチョコレート製造に使用される機器・材料における環境サンプリングが有効。この際、サルモネラは、検出率が低いので効果的ではありません。腸内細菌科などの指標細菌に関する微生物検査が推奨されます。

ハム製品
製造工程と製品の特徴
この論文の検証対象のボンレスハムでは、豚の筋肉をカットして骨を抜き、塩漬け、タンブリング、プラスチックケースでの成形を経て、熱処理を施します。
- 熱処理工程では、調理内温度(芯温)が70℃以上、低温殺菌目標値が40分以上(P70℃>40)です。この熱処理は、原料とともに持ち込まれた、あるいは調理前の作業工程で持ち込まれた可能性のあるリステリア菌の細胞を完全に不活性化するのに十分です。
- しかし、機械によるハムのスライス時に、リステリア菌による再汚染が発生する可能性があります。調理済みハムは、今回調査した3製品の中で、最も再汚染の可能性が高いと考えられます。したがって、出荷される製品中でのリステリア菌の汚染率が低いとは想定できません。再汚染の原因は、製品同士のクロスコンタミネーションや工場内に形成されたテリア菌のバイオフィルムも考えられます。これまでの文献を総合的に平均すると、小売店で流通するハムスライスは、平均して3.2%の製品がリステリア菌にが汚染されているとの算出結果が出ました。

- ハムスライスは消費されるまでは冷蔵状態で保管されますが、リステリア菌はハム上で増殖することができます。
出荷時の食品の微生物の検査は有効か?
- 製造販売前の完成品の検査はある程度の意味を持ちます。
調理済みハムは、終点での汚染の可能性が最も高く、完成品中ででのリステリア菌の増殖が起こりうるために、終点サンプリングによる検証が有効であると思われます。
ただし、仮にロット内の微生物汚染の割合がが3.2%であると仮定した場合、ハム製品の不良品を95%の確率で検出することを保証するには、92個(c=0、n=92、25g中非検出検査)のサンプリング計画が必要となります。92サンプルのハムを検査することは、惣菜のリステリア菌に対して広く実施されているサンプリング計画よりはるかに多いサンプル量です。例えば、欧州委員会(2005)は、リステリア菌の増殖が想定できる調理済み冷蔵食品について5サンプルでサンプリングする計画を推奨しています。しかし、ツヴィエタリング(Zwietering)博士は、5サンプルの最終製品の検査によって得られる結果は、次のように解釈すべきであるとしています。
- 特定のバッチにおける汚染率がが3.2%未満であることを証明するものではない。
- 重大な逸脱を検出することが出来る点で意味を持つ。
- CCPが適正に作動していることの証明として意味がある。
結論として、調理済みハムの完成品の汚染率(汚染率および汚染菌数)も低すぎるため、最終製品の微生物検査で効率的に検出することはできないとしています。また、原料の検査は、その後の調理工程でリステリア菌が完全に不活性化されるため、HACCP計画が実施されている限り、意味がないとしています。
最も適切な管理手段は、スライス工程でのリステリア菌による再汚染の防止することです。これは、スライサーと包装機器の周りの工場環境の清掃と作業に関して適正な管理を実施することによって達成することができるとしています。
まとめ
- 缶詰の場合、加工が密閉された状態で行われるため、不活性化は高温で起こり(菌数の減少効果は極めて高い)、再汚染は起こりにくい。不活性化後の缶詰にはボツリヌス菌数が存在していないと判断してよく、その後の増殖を考慮する必要もない。したがって、出荷時の食品の微生物の検査は不要である。
- チョコレートでは、加工中の原料中の微生物の不活性化は効果的であるが(菌数の減少効果は高い)、チョコレート製品に至る次のすべての工程で再汚染が起こる可能性がある。水分活性が低いため、増殖する可能性は低い。それでも、汚染はまれであるため、出荷時の食品の微生物の検査は推奨されない。
- 調理されたスライスハムでは、調理中の微生物の不活性化は非常に効果的であるが(菌数の減少効果は高い)、再汚染が発生する可能性ある。また、汚染金は製品中での増殖も起こりやすい。したがって、少なくとも検証のために、出荷時の食品の微生物の検査を推奨することができる(ただし、結果の解釈については、上述したように気をつける必要がある)。
この記事に関連する記事としてHACCPにおける微生物検査の役割と位置づけについて、別記事で、初心者向けに分かりやすくまとめています。ぜひ、ご覧ください。
HACCP導入により微生物検査は必要なくなるの?どの微生物検査が残るの?
食品の微生物検査の精度の計算方法についても別記事で初心者向けに分かりやすくまとめています。ぜひご覧ください。