米国で、エノキ茸の Listeria monocytogenes 汚染によるリコールが再び報告されました。今回は韓国産エノキ茸に加え、台湾関連とみられるエノキ茸もリコール対象となっています。
エノキ茸は日本や韓国では加熱して食べる食品という感覚が強い一方、米国では生や半生で食べられる可能性も踏まえてリスクが評価されます。そのため、リステリア汚染が確認されるとリコールにつながりやすい食品の一つになっています。
では、エノキ茸ではなぜリステリア問題が繰り返されるのでしょうか。今回は、韓国の研究者らが発表したエノキ茸加工施設の衛生管理研究を手がかりに、製造現場に潜む“落としにくい汚染ポイント”を考えてみます。
米国で再び報告されたエノキ茸のリステリアリコール
米国FDAのリコール情報では、2026年5月14日に、HH Fresh Trading のエノキ茸 150g、および IQ Produce LCC のエノキ茸 150g が、いずれも Listeria monocytogenes 陽性を理由に掲載されています。HH Fresh Trading の製品は120ケースが対象で、FDA掲載タイトルでは “TW Enoki Mushrooms 150g” とされています。IQ Produce LCC の製品は528ケースが対象で、FDAの製品写真から “Product of Korea” と表示された韓国産エノキ茸であることが確認できます。HH Fresh Trading の製品については、FDA本文中に原産国が明記されているわけではありません。そのため、厳密には「台湾産」と断定するには包装裏面などの原産国表示の確認が必要です。ただし、FDAタイトルに “TW Enoki Mushrooms” と記載されていることから、台湾関連製品とみられます。一方、IQ Produce LCC の製品は、製品写真上で “Product of Korea” と確認できる韓国産エノキ茸です。

エノキ茸をめぐるリステリア食中毒は、米国で過去に大きな問題となりました。2020年に韓国産エノキダケによる食中毒、2022年中国産エノキダケによる食中毒が発生しています。これらの経緯については下記記事をご覧ください。
エノキ茸は「加熱用」なのに、なぜ米国でリコールされるのか
日本人にとって、エノキ茸は鍋物や炒め物など、加熱して食べる食品という感覚が強いと思います。韓国や中国でも、基本的には加熱調理を前提とする食材として扱われることが多いでしょう。
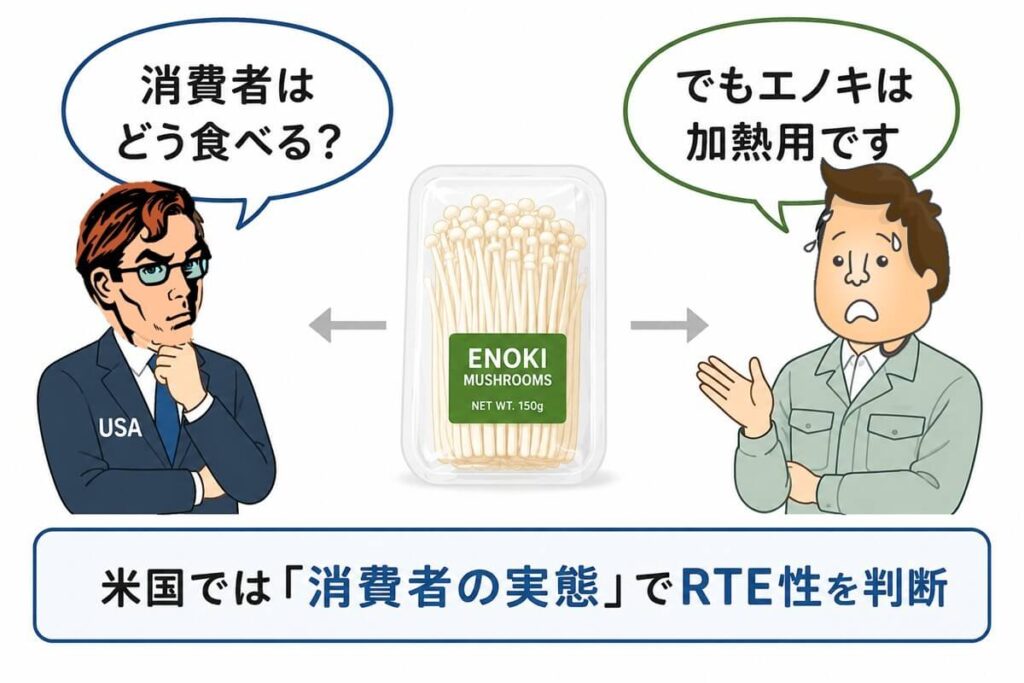
しかし、米国では事情が少し異なります。米国では、食品が RTE、すなわち Ready-to-Eat 食品に該当するかどうかを、製造者が「加熱用」と意図しているかだけでなく、消費者が実際にどのように食べる可能性があるかという観点からも判断します。
この点については、以前の記事で詳しく整理しました。
そこでは、米国が「消費者の実態ベース」でRTE性を判断するという制度設計の違いを紹介しました。つまり、加熱調理を前提とする国の感覚では、「エノキ茸は生で食べる食品ではないのだから、リステリアが検出されてもRTE食品と同じ扱いにはならないのではないか」と考えがちです。しかし米国市場では、消費者が生や半生で食べる可能性、あるいは加熱しなくても食べられそうに見えるかどうかが問題になります。そのため、エノキ茸から Listeria monocytogenes が検出されると、リコールにつながりやすい構造があります。
リコールを避けるには何が必要か
このように、米国向けにエノキ茸を流通させるのであれば、「本来は加熱用の食品である」という説明だけでは十分ではありません。現実の市場環境に合わせて、エノキ茸をリステリア汚染させないための工程管理、洗浄・殺菌、環境管理を強化する必要があります。
この点を考えるうえで興味深い研究があります。韓国の研究者らは2024年に、エノキ茸加工施設で使われる食品接触面に付着した Listeria monocytogenes に対して、複数の洗浄・殺菌方法がどの程度有効かを比較した研究を発表しています。
Park, K. M., Lee, S. B., Chae, H., Hwang, I., Kim, S. R., Lee, H. D., & Choi, S. Y. (2024).
Comparative evaluation of sanitation strategies against Listeria monocytogenes on food-contact surfaces in enoki mushroom (Flammulina velutipes) processing facilities.
Food Science and Biotechnology. https://doi.org/10.1007/s10068-024-01751-5
なお、この研究は今回の米国リコール品を直接調査したものではありません。あくまで、エノキ茸加工施設におけるリステリア制御を実験的に検討した研究です。しかし、エノキ茸の製造現場でどのような場所にリステリアが残りやすいのか、どのような対策が必要になるのかを考えるうえで、非常に参考になります。
エノキ茸の製造環境は、リステリアにとって厄介な条件を含む
この論文では、まずエノキ茸の生産工程そのものに注目しています。
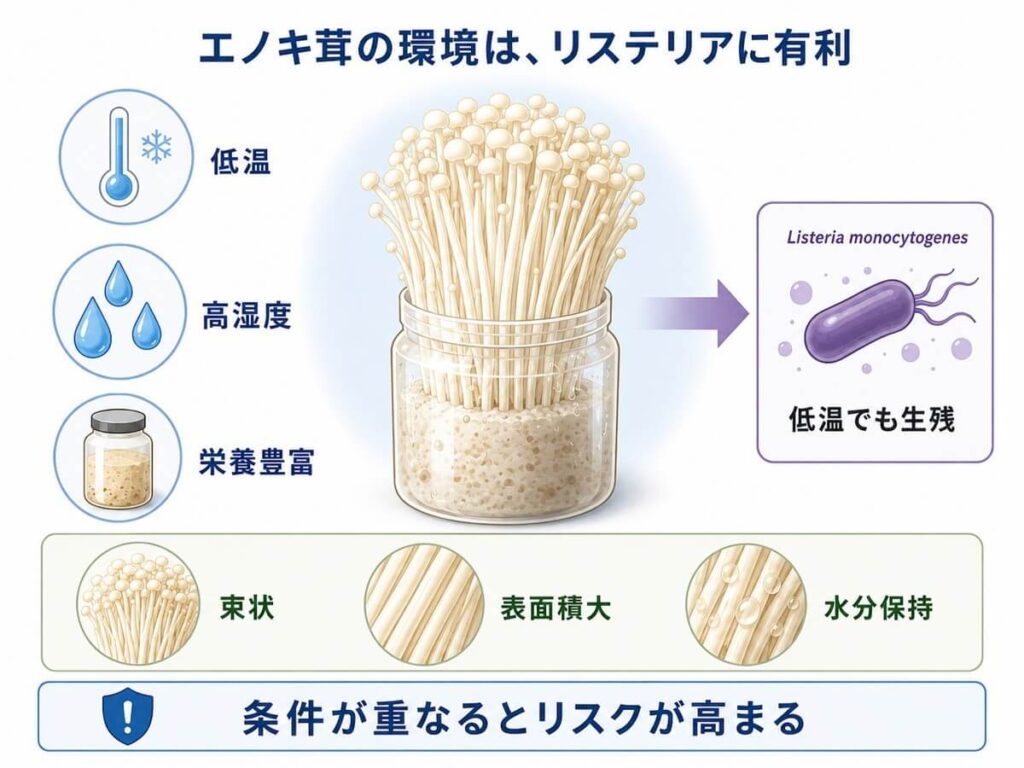
エノキ茸は、一般にボトル栽培で生産されます。培地をボトルに詰め、滅菌し、菌糸を接種し、低温条件で子実体を伸長させます。論文では、エノキ茸の生産では低温・高湿度・栄養に富む環境が関係し、こうした条件が Listeria monocytogenes の生残や増殖にとって都合のよい環境になり得ると説明しています。
リステリアは、冷蔵温度でも増殖できることで知られています。したがって、低温で管理される食品だからといって、必ずしもリステリアに対して安全側に働くわけではありません。むしろ、低温でも生き残れるリステリアにとっては、競合菌が抑えられる環境で生残しやすくなる場合もあります。
さらにエノキ茸は、細長い菌柄が束状になった構造をしています。表面積が大きく、水分を含みやすい。製品としては一見シンプルな生鮮食品に見えますが、微生物制御の観点からは、必ずしも単純な食品ではありません。
研究者たちは何を調べたのか
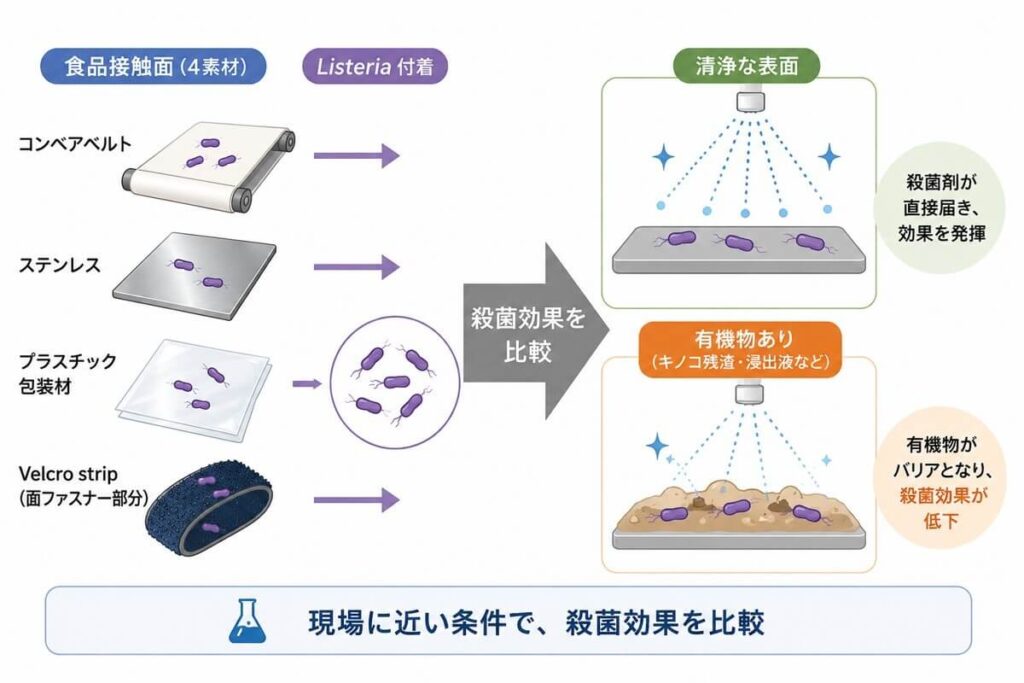
韓国の研究者らは、エノキ茸加工施設で問題になり得る食品接触面として、次のような素材を選んでいます。
- コンベアベルト
- ステンレス
- プラスチック包装材
- ボトル栽培で使われるラッパーの Velcro strip、つまり面ファスナー部分
これらの表面に Listeria monocytogenes を付着させ、次亜塩素酸ナトリウム、過酢酸、二酸化塩素、微酸性電解水などの殺菌剤がどの程度効くかを比較しました。また、薬剤だけでなく、乾熱処理や湿熱処理との組み合わせも調べています。
この研究で特に重要なのは、単に清浄な表面で殺菌効果を見たのではなく、キノコ由来の有機物が存在する条件も設定している点です。現場では、洗浄前の表面にキノコの残渣や浸出液が存在します。殺菌剤は、実験室のきれいな表面ではよく効いても、有機物があると効きにくくなることが多いからです。
これは食品工場の衛生管理では極めて基本的で、しかししばしば見落とされる点です。殺菌とは、汚れの上から薬剤をかけることではありません。まず汚れを除去し、そのうえで殺菌剤を有効に働かせる必要があります。
表面によって、有効な薬剤は異なる
論文の結果で特に重要なのは、食品接触面の種類によって、有効な薬剤が異なった点です。有機物がない条件では、各種殺菌剤は Listeria monocytogenes をよく低減しました。次亜塩素酸ナトリウム、過酢酸、二酸化塩素などは、短時間で大きな菌数低減を示しています。
しかし、キノコ残渣や浸出液のような有機物が存在すると、殺菌効果は低下しました。これは、現場の洗浄・殺菌を考えるうえで重要な点です。殺菌剤は、きれいな表面ではよく効いても、汚れや有機物が残る表面では同じようには効かないからです。
そのうえで注目したいのは、表面の材質によって、有効な薬剤が異なったことです。ステンレス表面では、次亜塩素酸ナトリウムが比較的有効でした。一方で、コンベアベルト、プラスチック包装材、Velcro strip では、過酢酸が有効性を示しました。論文では、過酢酸がこれらの表面で30分処理により大きな低減を示したと報告されています。
ここから分かるのは、エノキ茸の製造現場では、単一の殺菌剤をすべての表面に同じように使えばよいわけではないということです。食品接触面の材質、有機物の残り方、表面構造に応じて、対策を使い分ける必要があります。
次亜塩素酸ナトリウムや過酢酸の殺菌メカニズムの解説記事は下記をご覧ください

“落としにくい汚染ポイント”としての Velcro strip
この論文で最も興味深いのは、Velcro strip、すなわち面ファスナー部分に注目している点です。
エノキ茸のボトル栽培では、菌柄をまっすぐ伸ばすために、ボトルの周囲にプラスチック製のラッパーを巻くことがあります。このラッパーには、固定のために Velcro strip が使われます。論文では、この Velcro strip が、プラスチック表面よりも殺菌剤に対して抵抗性を示しやすいことを示しています。
これは、現場の品質管理担当者にとって非常に示唆的です。
リステリアは、ピカピカした平滑なステンレス面だけに存在するわけではありません。むしろ、微細な凹凸、繊維状構造、水分が残りやすい部分、洗浄ブラシが届きにくい部分、乾きにくい部分に残りやすい。Velcro strip は、まさにそのような“落としにくい汚染ポイント”になり得ます。
食品工場では、しばしば「見える汚れ」がないことをもって清浄と考えがちです。しかし、リステリア管理では、それだけでは不十分です。問題は、目に見えない水分と有機物、そして菌が残る微小な空間です。

薬剤だけでなく、乾燥工程が重要になる
研究者らは、Velcro strip に対して、薬剤処理と熱処理の組み合わせも検討しています。
その結果、過酢酸処理と60℃以上の乾熱処理を組み合わせると、Velcro strip 上の Listeria monocytogenes が検出されなくなりました。また、湿熱80℃では15分で不検出となり、70℃湿熱だけでは不十分な場合でも、その後に60℃以上の乾燥工程を組み合わせることで有効な低減が得られました。
この結果は、食品工場の衛生管理における「乾燥」の重要性を思い出させます。
洗浄・殺菌後に水分が残る環境は、リステリアにとって好都合です。とくに低温・湿潤環境では、リステリアはしぶとく生き残ります。したがって、洗浄剤や殺菌剤の選択だけでなく、洗浄後にいかに乾かすか、乾きにくい部品をどう管理するかが重要になります。
エノキ茸の製造現場では、湿度を完全に下げることは難しいでしょう。生産そのものに湿度が必要だからです。だからこそ、食品接触面、器具、ラッパー、ベルト、包装関連部品などについて、使用後の洗浄、殺菌、乾燥、保管をセットで考える必要があります。

まとめ
エノキ茸のリステリア問題は、輸出食品における微生物リスク管理の縮図です。日本では加熱前提の食品であっても、米国市場で生・半生利用され得ると見なされれば、同じような運命をたどる可能性があります。その意味で、今回のエノキ茸の事例は、日本の品質管理担当者にとっても他人事ではありません。
今回紹介した韓国研究者らの研究は、そのような現実を背景に読むと、より意味がはっきりします。加熱前提の食品であっても、米国市場ではリステリア管理をより厳しく求められる可能性があり、そのために生産現場側がどのような対策を考えなければならないのかを示す研究として読むことができます。
論文が示した重要な点は、リステリア対策が単純な「最終製品検査」や「薬剤をかけること」だけでは済まないということです。有機物の除去、食品接触面の材質、洗浄しにくい部品、乾燥工程まで含めて、現場全体で管理する必要があります。エノキ茸は、そのことを非常に分かりやすく示してくれる事例です。
日本の食品事業者にとって重要なのは、「この食品は日本ではどう食べられているか」だけではありません。輸出先でどう食べられる可能性があるのか、規制当局がどのようにリスクを判断するのか、そしてその判断に耐えられる工程管理になっているのかを考えることです。