非加熱喫食食品、すなわち消費者が購入後そのまま食べるready-to-eat(RTE)食品の製造において、加工後の工場環境からのリステリアの二次汚染は致命的です。これらが流通過程で増殖することで、リステリア症に直結する可能性があります。そのため、RTE食品を製造する工場では、HACCPによる製造工程のCCPに加え、食品工場環境からの二次汚染防除のための環境モニタリングが重要な戦略となります。この記事では、EUの複数の国々の中小規模の食品製造工場において、リステリア菌がどの程度、どのような場所で検出されているかを示したレポートを紹介します。
M Muhterem-Uyar et al.
Environmental sampling for Listeria monocytogenes control in food processing facilities reveals three contamination scenarios
Food Control Volume 51, May 2015, Pages 94-107
L. monocytogenes を検出するための食品加工エリアおよび機器のサンプリングに関する支援ガイドラインがすでに発表されています(ANSES, France)注)。大規模な食品会社には、効果的な環境モニタリングのサンプリング計画を確立し、十分な教育を受けた品質管理委員会を雇用するためのリソースがあります。しかし、中小企業ではこれがより困難であり、リステリアの汚染実態については明確ではありません。
そこで、オーストリアの獣医大学のMuhterem-Uyar博士らは、欧州6カ国における乳製品および食肉製造工場、特に中小企業を対象とし、これらの製造工場でリステリア菌がどの程度汚染しているのかを明らかにすることを目的として調査を行いました。。
調査方法の概要
1.調査対象は6カ国です(オーストリア、アイルランド、スペイン、スロバキア、ギリシャ、ルーマニア)。今回の調査では、衛生管理やスタッフが整っている大手企業は対象から除外し、むしろ衛生スタッフや衛生対応が最後まで浸透しにくい中小企業を対象としました。
2. 業種は食肉製造工場と乳製品製造工場に絞りました。
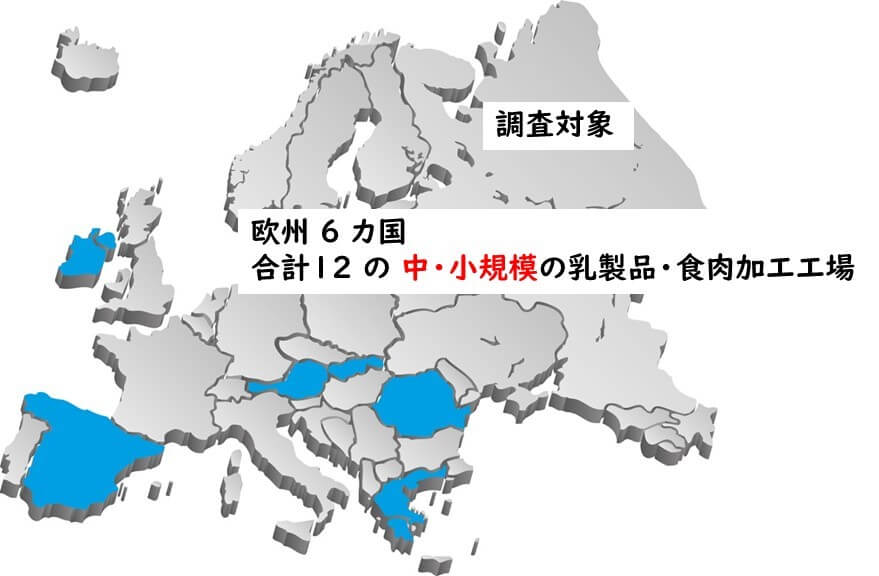
3. 調査対象として合計12の工場を選定しました。この12の内訳として、6工場はこれまでに自己申告でListeria monocytogenesが検出されたことがあるとした工場を選びました。残りの6工場はこれまでリステリアの検査でリステリアが検出されたことがなかったと自己申告した工場を選定しました。

4 合計2242の拭き取りサンプルが工場から採取されました。採取する範囲は、各工場の食品接触面、および非接触面、加工区域の外まで、まんべんなく取りました。サンプリングエリア(コンベアや棚など、可能な限り平らでオープンな場所で100-900 cm2以上)は、滅菌スポンジ注)を使ってサンプリングされました。排水溝をサンプリングする場合、100mlの液体試料(排水)を無菌的に採取し、滅菌ボトルで輸送しました。
5.工場の拭き取りと同時に食品サンプルも採取しました(1446 サンプル)。
6.拭き取り液および食品サンプルはハーフフレイザーブロス(HFB)、フレイザーブロス(FB)増菌後、培養液はALOAとパルカムアガーに塗抹し、選択培地から最大5つのL. monocytogenesコロニーを分離してトリプトン大豆寒天で再培養しました。最終的に、PCR試験でL. monocytogenesと確認しました。
調査結果の概要
全体的汚染状況
工場環境
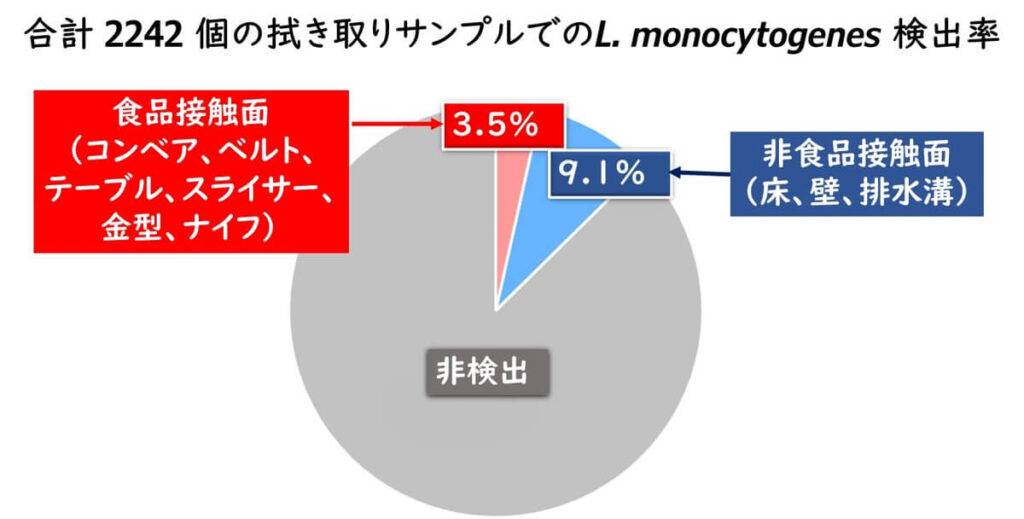
まず、採取した2242の拭き取りサンプルのうち、食品接触面(コンベア、ベルト、テーブル、スライサー、金型、ナイフ)でL. monocytogenesが検出されたサンプルは全体の3.5%(n = 78) を占めました。また、非食品接触面(床、壁、排水溝)でL. monocytogenesが検出されたサンプルは全体の9.1% (n = 204) を占めました。つまり、全2242の拭き取りサンプルのうち、12.6%(n = 282)のサンプルからL. monocytogenesが検出されたことになります。
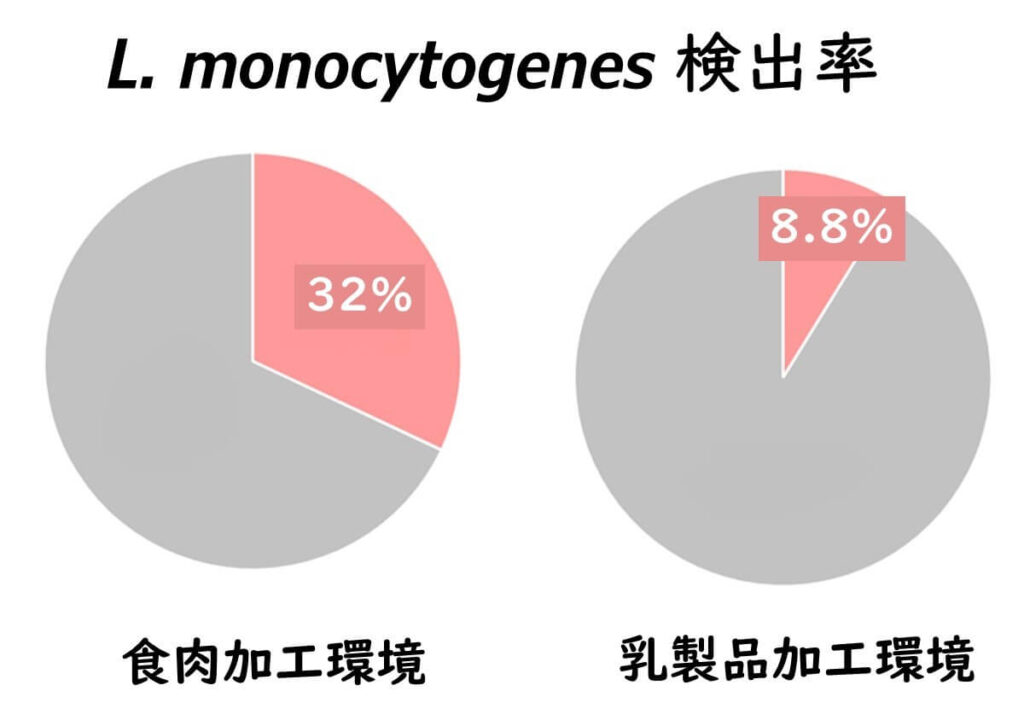
また、食肉加工環境と乳製品加工環境別にグループ分けした場合、食肉加工環境から採取したサンプルのうち、32%がL. monocytogenes陽性でした。一方、乳製品加工環境から採取したサンプルの8.8%がL. monocytogenes陽性でした。
また、当初12の製造工場のうち、6工場はリステリアが検出されていないと自己申告していましたが、今回の統一的な調査において、リステリアが検出されていないとされた工場のすべてから、少なくとも一つのサンプルでL. monocytogenesが検出されました。つまり、今回調査した12の工場すべてで、最終的にリステリアがどこか一箇所で検出されたことになります。
食品サンプル
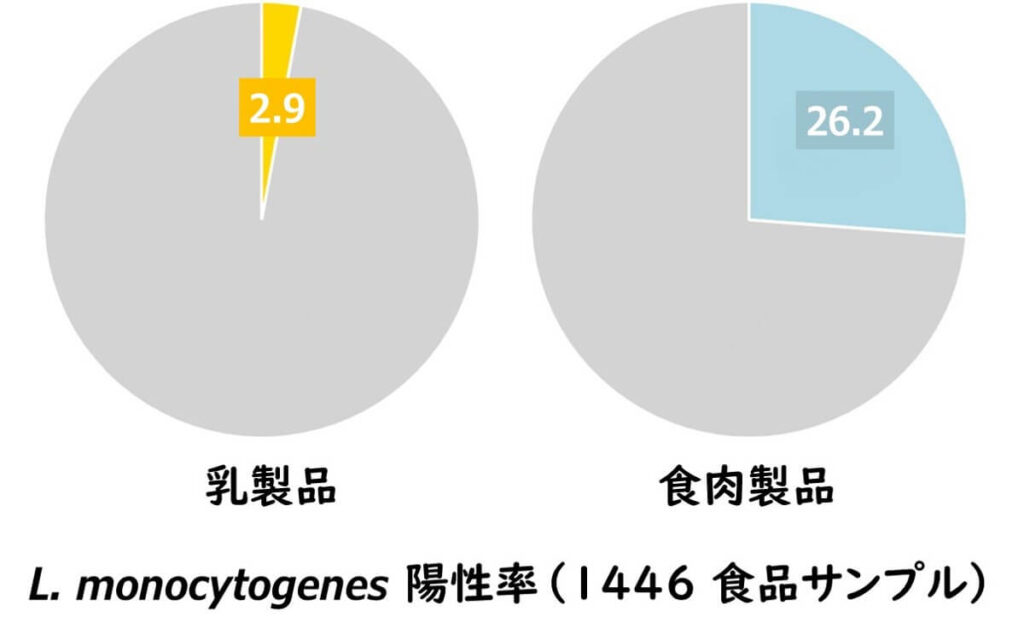
検査した 1446 の食品サンプルのうち、4.3%(n=62)で L. monocytogenes が陽性でした(乳製品工場では 2.9%、食肉工場では 26.2%)。検出率が最も高かったのは、食肉処理場で採取された食肉サンプル(87.5%)で、次いで農場産のチーズおよび食肉製品(範囲:20~25%)でした。
汚染の3パターン
また、L. monocytogenesの検出パターンを次の三つに分類することができました。
1.原料搬入エリアと加工エリアの境界線における散発的汚染
第一に、食品の原料搬入エリアと食品の加工重要管理エリアの境界線における散発的な汚染です。多くはプロセスチェーンの初期に位置していました。特にチーズ製造業者と 2 つの乳製品製造の中小企業において、不潔区域(原料の受け入れ)と清潔区域の境界に衛生障壁がないことが原因であることが明らかになりました。
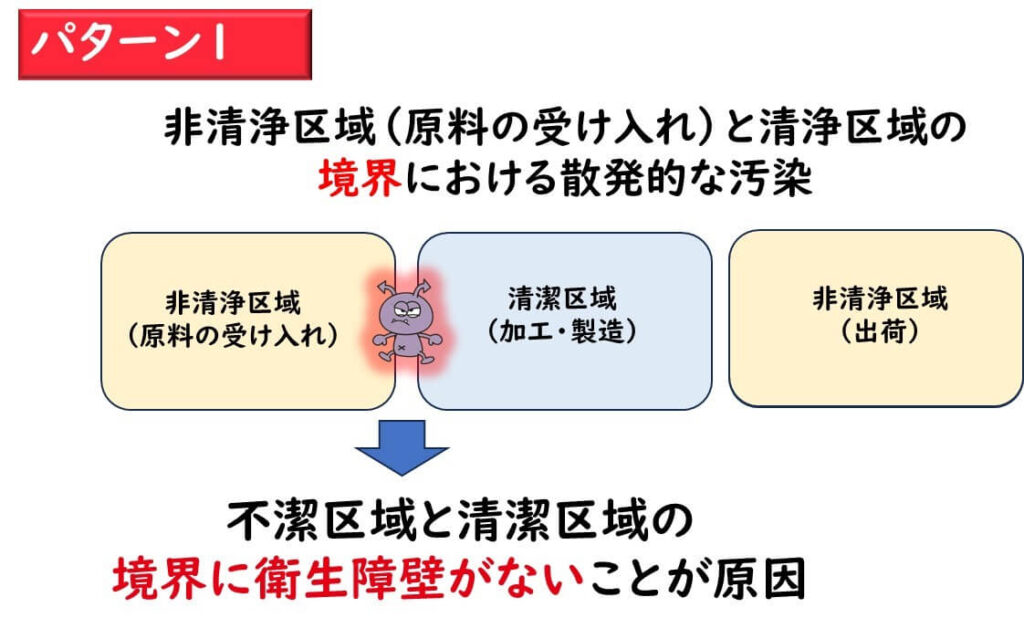
このようなエリアでの汚染は、食品の原料搬入エリアと加工エリアとの境界のゾーン分けが不完全であることが原因と考えられました。

2.特定のホットスポット汚染
第二に、食品加工エリアや食品接触面など、特定の一か所で繰り返しL. monocytogenesが検出されるパターンでした(ホットスポット汚染)。ホットスポットは、加工チェーンの異なる段階にある 4 つの加工施設で発見されました。2つの施設では、2つのホットスポットが確認されました。これらは、フレッシュチーズ製造エリア、チーズ熟成室(いずれもギリシャのC-食品加工環境)、成型室、発送室(いずれもアイルランドの汚染食品加工環境)に位置していました。1つの施設では、塩水中にホットスポットが確認されました(スペインの非汚染食品加工環境)。ルーマニアの食肉製造業者では、生肉のミンチを行う部屋でホットスポットが発生しました。
このようなパターンは複数の工場で認められましたが、それぞれの工場に特有の事情があるため、原因の一般化は不可能でした。これらの箇所はホットスポットと呼ばれ、それぞれの工場の特有の事情に応じて改善を試みる必要があると判断されました。
3・食品工場全般の汚染
第三のパターンは、食品工場全般にわたってL. monocytogenesが汚染されているパターンでした。
この原因は、食品工場全般の衛生管理が不十分であると判断されました。例えば、排水溝や壁からもL. monocytogenesが検出されました。また、ゾーン分けが不備であり、人の動線が重点管理区域と原料搬入領域などで双方向に交差するなど、全般的な衛生管理計画の不備が広がったパターンと考えられます。
殺菌剤の使用状況
なお、工場の殺菌剤については、全体を通じて12工場すべてが次亜塩素酸を主に使用していました。また、多くの工場では過酢酸や第四級アンモニウム塩(塩化ベンザルコニウム)も併用し、殺菌剤を交互に使っていました。塩素系製剤のみを使用していたのは、農家のチーズ製造業者2社と乳製品製造業者1社の3社のみでした。
一つの殺菌剤だけを用いると耐性菌が発生する可能性があるため、異なる薬剤を使って耐性菌の出現を防ぐという考え方に基づいたものです。このような方法は、耐性菌防除の観点から推奨されるプラクティスであるとされています。

今後の対策
以上の結果から著者たちは、次のことを推奨しています。
欧州規則(Commission Regulation (EC) 2073/2005)は、食品事業者に対して、特にready to eat食品(消費者が購入後、加熱調理をせずにそのまま食べる非加熱喫食食品、RTE食品)に関して、加工エリアの機器および製品の賞味期限全体にわたってListeria monocytogenesの微生物検査を行うことを義務付けています。しかし、食品加工環境におけるL. monocytogenes検出のためのサンプリング部位の選択およびサンプリング頻度に関する詳細な規定はありません。したがって、食品製造工場の品質管理担当チームは、食品加工環境汚染状況の把握の重要性を軽視しがちです。食品加工施設の検査では、サンプリングの頻度が低く、重要管理区域が定義されていないことがままあります。
特に本調査の対象となった、一般的に人員が不足し、衛生知識などの体制が不十分になりがちな中小企業においては、環境モニタリングにより問題点を抽出し、それに対応するという姿勢が必要です。これには、原料領域と重要管理点のゾーン分けの問題、ホットスポットの問題、工場全体の管理の不備といった問題が含まれます。各工場がこれらの問題を抽出し、適切に対応することが推奨されます。
まとめ
今回は、EUにおける中小企業の食品製造工場におけるリステリア菌汚染の実態を紹介しました。これまで調査やデータが多かったのはリソースを持つ大手企業でしたが、今回の調査では中小規模の工場を対象にしても Listeria monocytogenes が高い頻度で検出され、境界管理の不備、ホットスポット汚染、工場全般の衛生管理不足という典型的なシナリオが明らかになりました。つまり、規模の大小を問わずリステリア汚染は現実に存在することが示されたのです。
日本に目を向けると、食品微生物規格としてリステリアが対象とされているのはチーズと生ハムに限られます。これらの製品を扱う工場ではすでに環境モニタリングが行われてきましたが、近年ではそれ以外の ready-to-eat(RTE)食品 を扱う工場でも、とくに大手企業を中心に自主的な取り組みが始まりつつあります。しかし、中小企業における実態は依然として十分に把握されていません。
EUの調査が示すように、中小企業であっても環境モニタリングを行えばリステリア汚染の存在を「見える化」できます。これは決してEUだけの話ではなく、日本でも同じ現象が起こり得ます。したがって、規模にかかわらず、RTE食品を扱うすべての工場において環境モニタリングを開始し、自社工場の実態を把握することが不可欠です。その上で、自社がどの汚染シナリオに該当するのかを把握し、適切な対策を講じていくことが、将来の食品安全の方向性であると言えるでしょう。

リステリアの製造工場環境モニタリングに関する基礎記事は下記を御覧ください。
📄食品工場衛生管理における微生物検査ー環境モニタリングの重要性
📄EUにおける食品工場の環境モニタリングのための統一プロトコル(リステリア菌)
📄食品工場の環境モニタリングにおける拭き取り検査ツールの性能比較と最適選択法